Il peut être utile de vouloir détendre un gaz dans un circuit tout en cherchant à minimiser son énergie cinétique.
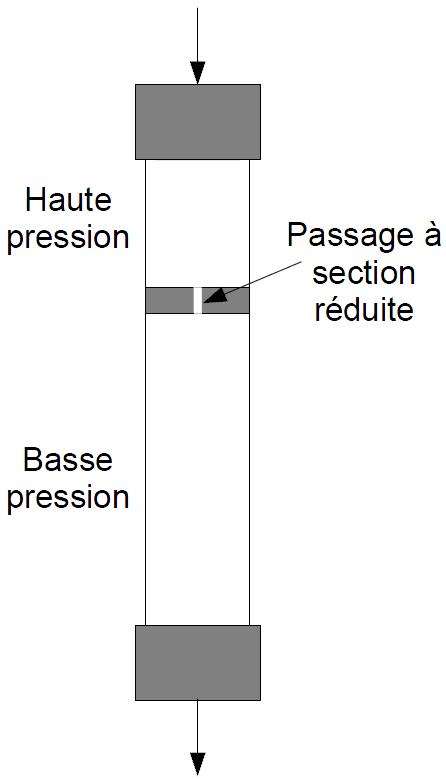
Un détendeur est un dispositif destiné à réduire la pression d’un gaz dans un circuit. La méthode usuelle utilisée pour détendre un gaz est de rétreindre le passage du gaz via un orifice de petit diamètre. Il peut être asservi pour délivrer une pression constante quelque soit la pression en aval, comme c’est le cas sur les détendeurs de bouteilles de gaz ou les manodétendeurs des circuits d’air comprimé. Dans les réfrigérateurs domestique le réglage du détendeur est fixe.
Dans un tel cas, le débit de gaz ne peut se faire qu’à grande vitesse du fait de la section réduite du trou de passage.
Détendeur conventionnel à réglage fixe
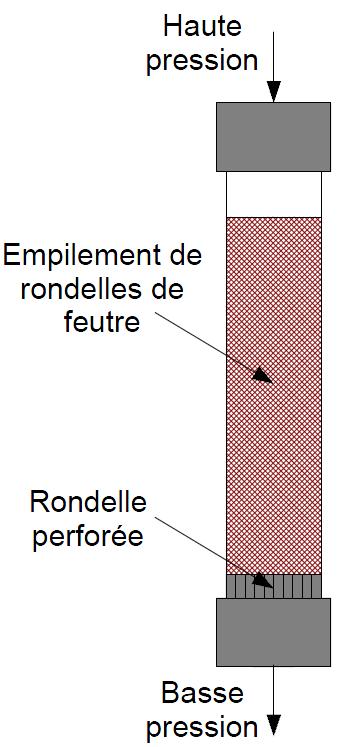
Pour réaliser un détendeur basse vitesse, nous suggérons d’utiliser une section de canalisation quasi constante entre l’amont et l’aval ou supérieure et de faire chuter la pression en utilisant des rondelles de feutre. Un autre matériaux poreux ralentissant le passage du gaz conviendrait aussi.
Détendeur basse vitesse
Il peut être pertinent d’ajouter des manchons en P.T.F.E. pour isoler thermiquement le détendeur du reste du circuit lorsque la valeur de pression et la nature du fluide le permet.
D’une manière similaire à la demie pompe à chaleur à gaz, nous pouvons en réaliser une alimentée en électricité. Dans ce cas le moteur à gaz est remplacé par un moteur électrique.
Pour ceux qui seraient dubitatifs, sachez que vous avez toujours le droit de considérer un système physique comme une boite conceptuelle, dans laquelle rentre de l’énergie et de la matière et de la quelle sort de l’énergie et de la matière. En faisant le bilan de ce qui rentre et sort, vous pouvez savoir si le système répond à votre besoin et estimer son rendement. Dans le cas de la demie pompe à chaleur, à moins que l’air en sortie froide du tube de Ranque-Hilsch ne soit supérieure à la température ambiante, il n’y a aucune raison pour que l’énergie mécanique du moteur ne soit pas au minimum convertie en chaleur.
Il faut, pour maximiser le rendement du moteur électrique, qu’il consomme sa puissance nominale. Pour ce faire, vous pouvez agir sur le rapport de transmission entre le moteur et le demi-compresseur. Il est intéressant d’utiliser un ancien moteur de moto en tant que demi-compresseur dans ce cas plus modeste que la version à gaz naturel. Ainsi, vous pourrez utiliser la boite de vitesse d’origine pour faire les essais de rapports de transmission. En mesurant le courant consommé par le moteur ou directement la puissance selon vos moyens à disposition, vous pourrez ajuster la puissance du dispositif. N’oubliez pas d’optimiser les injecteurs du tube de Ranque-Hilsch de telle sorte à ne pas dépasser la valeur de pression que vous vous êtes fixée dans le circuit de pompage de chaleur. Un chauffe eau a généralement une puissance de 3 kW, nous pourrions donc utiliser un moteur électrique d’une puissance comprise entre 2 et 3 kW par exemple.
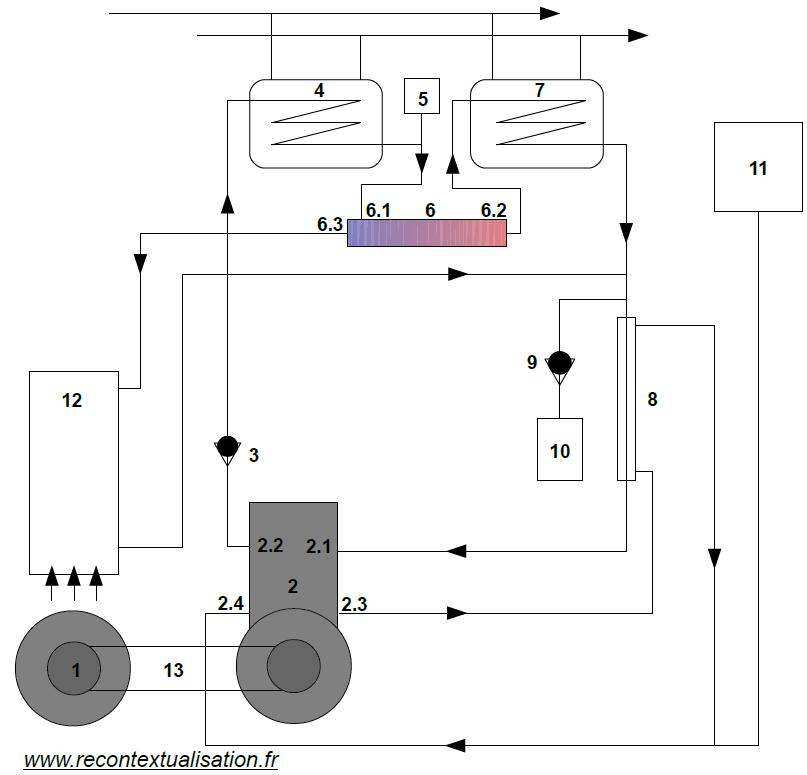
Schéma
Nomenclature explicative
1. Moteur électrique : c’est la source d’énergie principale qui actionne la demie pompe à chaleur. On peut lui ajouter un échangeur qui permet de transférer la chaleur au radiateur 12.
2. Demi-compresseur : ainsi nommé en raison des spécificités expliquées ci-dessus, il est idéalement réalisé avec un ancien moteur de moto à refroidissement liquide. Il comprime l’air qui alimente le tube de Ranque-Hilsch et dont la chaleur est récupérée dans l’échangeur 4.
2.1 Admission.
2.2 Refoulement (échappement d’origine).
2.3 Départ circuit de refroidissement.
2.4 Retour du circuit de refroidissement.
3. Clapet anti retour : il empêche la contre pression d’ouvrir les soupapes d’échappement.
4. Échangeur : il transfère chaleur de l’air comprimé par le demi compresseur dans le circuit de chauffage.
5. Limiteur de pression : c’est une soupape de sécurité qui limite la pression dans la partie haute pression aux alentours de 10 bars.
6.Tube de Ranque-Hilsch : c’est le système qui permet de pomper la chaleur via une alimentation en air comprimé.
6.1 Alimentation du tube de Ranque-Hilsch
6.2 Sortie chaude du tube de Ranque-Hilsch
6.3 Sortie froide du tube de Ranque-Hilsch
7.Échangeur : il transfert la chaleur de l’air provenant du côté chaud du tube de Ranque-Hilsch dans le circuit de chauffage.
8.Échangeur coaxial air froid/liquide de refroidissement.
9.Clapet anti retour : du type hydraulique à ressort, il permet la remise en air de la demie pompe à chaleur. En effet, lors de l’arrêt de l’installation, les pressions s’équilibrent entre la partie basse pression et la partie haute pression. La pression moyenne étant supérieure à la pression atmosphérique, l’air fuit via la culasse du demi-compresseur (segments, queues de soupapes, etc.) Lors de la remise en marche du système, tant que la partie basse pression ne sera pas légèrement supérieure à la pression atmosphérique, le clapet autorisera l’entrée d’air. Il est recommandé de l’installer au plus proche de la sortie du radiateur12. Ce clapet permet aussi de compenser les faibles fuites en fonctionnement continu.
10. Filtre à air : filtre à air du circuit d’air.
11. Vase d’expansion : vase d’expansion du circuit de refroidissement de la culasse du demi-compresseur.
12. Radiateur : constitué de radiateurs de chauffage central récupérés, il réchauffe l’air froid en provenance du tube de Ranque-Hilsch. Il est possible de réaliser l’installation de telle sorte que l’air chaud en provenance du moteur électrique 1 y soit réinjecté. Ce radiateur peut être situé dans une cave. Notez qu’il est possible d’ajouter un système de bypass et d’utiliser de l’air réchauffé par un puits canadien ou une source d’eau.
13. Transmission mécanique : à ne pas oublier, la transmission du mouvement mécanique entre le moteur électrique et le demi compresseur. Elle peut être réalisée avec des courroies. Il est possible de conserver la boite de vitesses du moteur d’origine afin d’ajuster le rapport de transmission.
Les compresseurs d’air provoquent tous la condensation de la vapeur d’eau liée à l’augmentation de la pression dans la cuve. Cette eau s’accumule au fond de la cuve et il convient de purger le compresseur après chaque utilisation. Si de l’eau stagne longtemps dans la cuve, elle peut provoquer l’oxydation de cette dernière et dans ces conditions le compresseur peut se trouer voire exploser.
Nous proposons donc une solution d’amélioration de vos compresseurs afin d’augmenter leur durée de vie en réduisant la corrosion. Il existe différents types de sécheurs d’air industriels similaires utilisés avant et/ou après compression. La première étape la plus évidente et la moins répandue serait de tenter de retirer l’humidité de l’air avant même qu’il n’atteigne les têtes de compression. La plupart des sécheurs d’air que l’on retrouve dans le commerce industriel sont des sécheurs post-compression. Ils fonctionnent généralement par adsorption ou par réfrigération. Nous proposons des méthodes accessibles au particulier, par l’utilisation de gel de silice (adsorption) et d’un refroidissement rigoureux de l’air après sa compression.
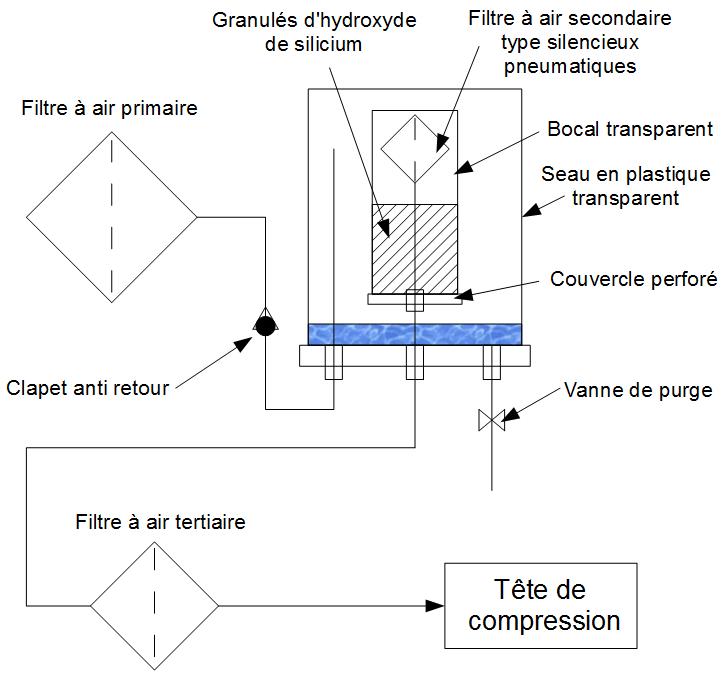
Séchage pré-compression
Nomenclature explicative
Filtre à air primaire : c’est un filtre à air conventionnel.
Clapet anti retour : c’est un un clapet anti retour avec ressort, du type hydraulique et d’un diamètre conséquent. Il permet d’éviter à l’humidité ambiante d’être absorbée par l’hydroxyde de silicium lorsqu’on ne se sert pas du compresseur.
Bocal transparent : c’est le conteneur de l’hydroxyde de silicium, il doit être transparent pour pouvoir visualiser le niveau de gel de silice solide restant.
Hydroxyde de silicium : il est utilisé dans les absorbeurs d’humidité, c’est lui qui sèche l’air. Notez que le gel de silice ayant absorbé l’eau tombe dans le seau en plastique et que l’on peut le régénérer en le portant à ébullition.
Couvercle perforé : il doit comporter des trous suffisamment petits pour empêcher l’hydroxyde de silicium solide de tomber dans le seauet suffisamment nombreux pour autoriser le passage aisé de l’air.
Filtre à air secondaire : c’est un filtre réalisé à partir d’un silencieux pneumatique par exemple, il évite l’aspiration de cristaux d’hydroxyde de silicium.
Seau en plastique : il supporte le système et recueille l’hydroxyde de silicium saturé en eau.
Filtre à air tertiaire : du type décanteur, il permet de stocker les éventuelles poussières de gel de silice résiduelles qui pourraient endommager le compresseur.
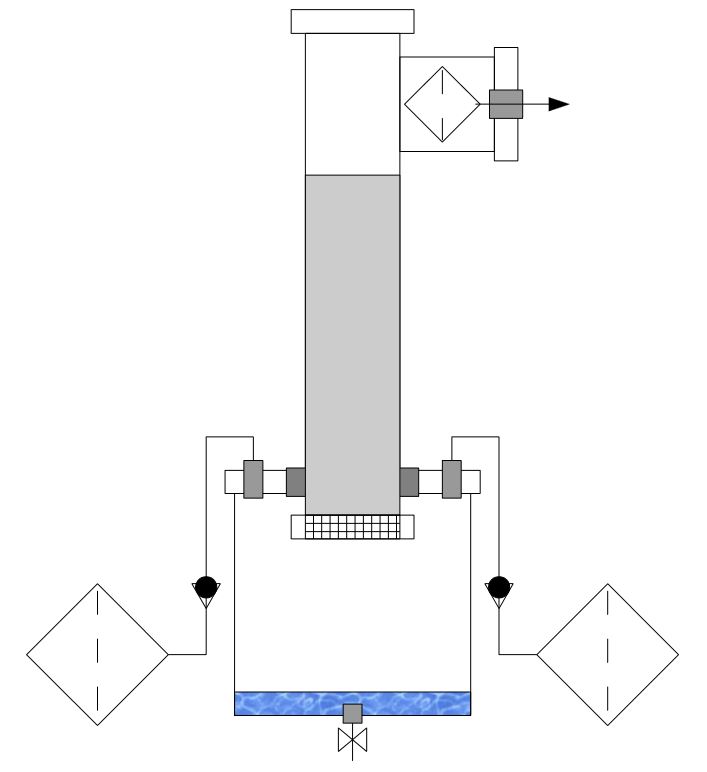
Sécheur d’air pré-compression seconde version (recommandée)
Nous proposons une autre version plus facilement réalisable. Le débit maximum possible est plus important, compte tenu du remplacement du bocal transparent par un tuyau d’évacuation en PVC. Une traversée de cloison permet son raccordement au seau en plastique. Veuillez noter que les clapets anti retour, qui peuvent être en PVC, doivent être orientés de telle sorte qu’ils empêchent le contact de l’hydroxyde de silicium avec l’air ambiant. Ils doivent être positionnés de façon à ce que la bille soit en appui sur le siège lorsque le compresseur est à l’arrêt. Cette solution est plus économique que le clapet à ressort. Compte tenu des enjeux (en termes de sécurité) nous ne considérons plus comme impératif le fait que les traversées de cloisons soient toutes immergées dans la solution d’hydroxyde de silicium. Ceci simplifie les manipulations lors de l’opération de vidange du seau.
Précautions complémentaires
Il convient de veiller à ce que le passage de l’air soit le plus facile possible afin de minimiser la dépression dans l’ensemble de l’admission du compresseur, dont fait partie le déshumidificateur, ceci afin d’éviter l’implosion du seau en plastique. Il est donc nécessaire d’utiliser des diamètres importants pour les différents composants (filtres, clapets, etc.).
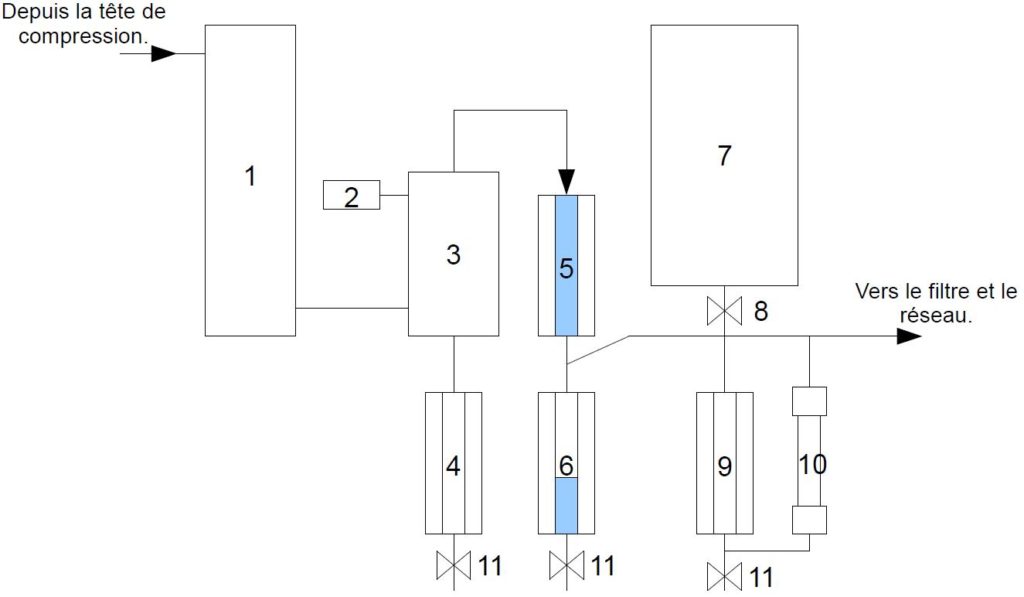
Séchage post-compression
Nomenclature explicative
1. Refroidisseur: il provoque la condensation de l’eau contenue dans l’air comprimé qui a subi un échauffement. Il peut être de plusieurs natures, air/air ou air/eau, c’est à vous de voir. Des calculs fins de thermodynamique et de thermique sont possibles, mais si vous n’êtes pas sûr de vous, vous pouvez toujours surdimensionner cet échangeur.
2. Soupape de sécurité: c’est une suggestion de localisation d’une des soupapes de sécurité obligatoires (limitation de pression).
3. Pot décanteur: il récupère les condensats issus de l’échangeur 1.
4. Tube de visualisation: en matériau plastique épais (afin de résister à la pression), il permet de visualiser le niveau des condensats.
5. Cartouche d’hydroxyde de silicium: en ligne, l’intégralité du débit d’air doit la traverser.
6. Tube de visualisation: il récupère la solution saturée qui provient de la cartouche 5.
7. Cuve : elle peut avantageusement être constituée de bouteilles de gaz récupérées (attention : il est impératif, pour ne pas en faire des bombes, de les remplir d’eau entièrement avant de les re-vidanger. Grace à cette méthode, tout le gaz résiduel en sera chassé). Les cuves neuves dédiées à l’air comprimé sont relativement coûteuses. En version acier peint, 100 L = 250 Euros H.T., 500 L = 500 Euros H.T. Nous ne parlons pas des versions galvanisées et en aciers inoxydables encore bien plus onéreuses.
8. Vanne d’isolement : elle permet de faire la maintenance des accessoires ci-mentionnés sans vider la cuve. Les purges d’eau doivent se faire sous pression.
9.Tube de visualisation : il récupère les condensats qui auraient réussi à se frayer un chemin jusqu’en fond de cuve.
10. Manchon réservoir: en acier inoxydable ou en cuivre, il est destiné à contenir de la paille de fer (laine d’acier), surtout pas inoxydable, qui joue le rôle de fusible oxydatif.
11.Vannes de purge: elles permettent la vidange de l’eau et de la solution d’hydroxyde de silicium saturée en eau.
Remarques complémentaires
La liaison entre le tube 6 et la cuve n’est pas anodine, elle doit empêcher le ruissellement de la solution d’hydroxyde de silicium vers le tube 9 et le manchon 10. Elle est donc réalisée avec une pente montante (dans le sens du débit).
Conclusion
Il est possible, à moindres frais, d’apporter des améliorations considérablement avantageuses à votre compresseur, si vous acceptez de vous retrousser un peu les manches, le temps de faire un peu de plomberie.
Sur le net, nombreux sont les bricoleurs qui cherchent à fabriquer des brûleurs pour valoriser les huiles végétales usagées. Il y a deux grandes méthodes principalement utilisées. Tout d’abord le brûleur « pot » qui fonctionne comme un poêle à mazout et qui consiste en un pot rempli d’huile dont une flamme émane de la surface du combustible. Ces systèmes ne permettent pas leur intégration dans une chaudière standard et conviennent pour les poêles. Voici un exemple d’un poêle à huile bien réalisé :
Ensuite il y a la famille des bricolages qui tentent d’utiliser un système venturi où un flux d’air comprimé pulvérise l’huile. Ces brûleurs sont, par exemple, constitués d’une sphère munie d’une fente ou d’un trou autour de laquelle l’huile s’écoule, ce système est dit « brûleur Babington » :
Industriellement, les optimisations donnent des résultats efficaces, ce qui est rarement le cas en bricolage. D’autres tentent d’utiliser des pistolets à peinture. Ces deux technologies sont difficiles à optimiser. En effet, le flux d’air ne peut être réglé indépendamment du flux d’huile car ils sont liés par la technologie propre de pulvérisation, comme vous l’aurez compris. La principale difficulté de ces systèmes est le réglage de la finesse de la pulvérisation et du débit d’huile. La plupart des bricolages de ce type utilisent un récupérateur de gouttelettes et des tubes catalyseurs pour tenter de brûler toutes les gouttelettes :
D’autres tentent simplement de convertir des brûleurs standard au fioul en brûleurs à huile. Mais là, attention aux dégâts, la viscosité du fioul domestique n’est pas du tout la même que celle de l’huile végétale, et ce malgré l’utilisation de systèmes de préchauffage. D’autres brûleurs industriels à huiles assument simplement la viscosité différente en utilisant des pompes volumétriques dimensionnées en conséquence. Dans tous les cas, ne tentez jamais d’utiliser de l’huile dans un brûleur destiné au fioul domestique, cela peut être dangereux.
Le brûleur à cartouche pressurisée.
S’il n’est pas impossible de fabriquer un brûleur à huile par une pompe volumétrique adaptée ou un système venturi, il existe cependant une autre solution que nous n’avons pas encore évoquée et qui a pour avantages :
pas d’utilisation de pompe volumétrique chère et sensible,
l’utilisation possible de gicleurs standard fioul ou huile procurant un brouillard fin,
une indépendance du flux d’air et d’huile,
surpression ou dépression impossible en cas de bouchage des conduites ou des filtres.
Cette méthode qui ne semble pas du tout répandue dans la communauté des constructeurs de brûleurs à huiles est pourtant la plus répandue dans notre vie quotidienne. C’est celle qui consiste à pressuriser le fluide avec un gaz à la manière des sprays. Elle a toutefois un inconvénient, le brûleur ne peut pas fonctionner de manière continue, le plus long cycle de flamme possible dépend de la quantité d’huile pressurisée dans la cartouche. Pour un cycle plus long, il y aura forcément une interruption avec la conception proposée. Cependant les chaudières à fioul fonctionnent usuellement par cycles intermittents, et dans ce cas, l’utilisation d’une cartouche pressurisée est transparente pour l’utilisateur. Il est néanmoins possible de palier le problème de l’intermittence par l’utilisation de deux cartouches pressurisées indépendantes utilisées alternativement. La cartouche pleine prendrait le relais de la cartouche vide qui s’apprêterait à être rechargée, garantissant ainsi la continuité de la flamme.
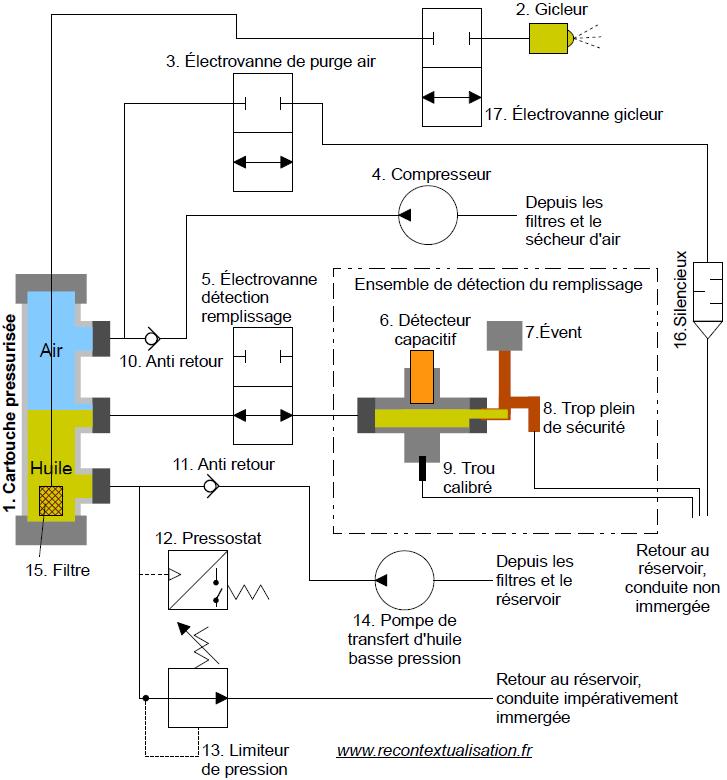
La cartouche pressurisée est le cœur du système, elle contient l’huile combustible et l’air comprimé. Elle peut par exemple être réalisée avec une nourrice en laiton. Elle a quatre entrées/sorties. En bas se situe la connexion au circuit d’huile. Au milieu on trouve la sortie de débordement qui permet de détecter le remplissage de la cartouche. La connexion au circuit d’air comprimé se fait en haut. En haut, dans l’axe, on trouve la traversée de cloison de la conduite d’alimentation du gicleur. Enfin, le bas de la cartouche peut être équipé d’un bouchon facilitant la maintenance.
Le gicleur est un gicleur standard pour fioul avec un débit accru (compensation de la viscosité) ou pour huile végétale. Dans le cas de l’utilisation d’un gicleur à fioul « surdimensionné » il conviendra de comprendre que ses indications nominales de débit ne seront plus exactes dans cette application.
L’électrovanne de purge d’air sert à éliminer la pression résiduelle en fin de cartouche. La détection de la fin de cartouche peut se faire de plusieurs manières : soit par une temporisation, soit par la chute de pression détectée par le pressostat 12. Il est exact que la pression en fin de cycle sera plus basse que lorsque l’huile occupait davantage de volume en début de cycle. Si cette différence de pression est jugée inacceptable pour la constance du cycle, alors il est possible de la minimiser en augmentant le volume d’air comprimé. Plus la pression sera élevée et moins la différence se fera ressentir. Vous pouvez aussi réguler la pression en cours de cycle, mais il faudra détecter la fin de cycle autrement que par la chute de pression. Il convient donc de choisir un gicleur tel que la pression initiale nécessaire ne soit pas non plus trop faible. Il y a un compromis à trouver, dans tous les cas il faut expérimenter pour obtenir les bonnes valeurs de pression et de débit, selon la puissance désirée.
Le compresseur comprime l’air qui pressurise la cartouche. Il doit probablement dépasser les 10 bars, vous pourriez tenter d’utiliser un compresseur de réfrigérateur recontextualisé avec les précautions d’usage expliquées dans l’article à ce sujet.
L’électrovanne de détection de remplissage permet l’écoulement du trop plein d’huile en autorisant son écoulement vers le module de détection de remplissage. L’électrovanne de purge d’air 3 doit être maintenue ouverte pendant cette étape, afin de ne pas demander à la pompe de transfert 14 de fournir de la pression.
Nous avons utilisé un exemple avec un détecteur capacitif mais ce pourrait tout à fait être un flotteur ou un pressostat de machine à laver recontextualisé. L’ensemble de détection remplissage fonctionne par « débordement ». Un réservoir fuyard suspendu à un ressort pourrait permettre aussi l’utilisation d’un détecteur mécanique.
L’évent permet à l’huile de s’écouler correctement, bien que l’électrovanne de purge soit déjà ouverte. Cela compense l’éventuelle finesse de la conduite de débordement.
Le trop plein de sécurité permet d’absorber intégralement le débit de la pompe de transfert 14 qui ne peut s’écouler rapidement par le trou calibré 9.
Le trou calibré permet, lors du remplissage, de freiner le débit de la pompe de transfert 14, stockant ainsi une quantité d’huile atteignant le détecteur 6 (quelle que soit sa technologie).
Le clapet anti retour empêche le retour de pression de la cartouche vers le compresseur 4.
Le clapet anti retour empêche le retour de pression de la cartouche vers la pompe de transfert 14.
Le pressostat détecte les seuils de pression dans la cartouche, pour commander le compresseur et/ou l’arrêt de l’alimentation du gicleur.
Le limiteur de pression empêche les surpressions accidentelles. Si la conduite de retour doit être immergée, c’est parce qu’il existe éventuellement un risque d’échauffement de l’huile en sortie du limiteur, un contact de cette dernière avec l’air libre pourrait éventuellement l’enflammer spontanément ou à l’aide d’une cause externe. C’est une précaution discutable, car aux pressions évoquées dans cette conception, ce risque reste minime.
La pompe de transfert d’huile remplit la cartouche entre chaque cycle de flamme.
Ce filtre est le dernier avant le gicleur.
Le silencieux réduit le niveau sonore de la purge d’air de la cartouche entre les cycles.
L’électrovanne du gicleur pilote son alimentation en huile sous pression.
Dans une telle conception, les deux retours d’huile principaux ne devraient jamais être immergés dans le fluide, mais toujours être à l’air libre pour permettre l’écoulement de l’huile. En revanche le retour du limiteur de pression doit impérativement être immergé afin d’éviter toute inflammation instantanée lors d’une éventuelle arrivée à l’air libre. Il est aussi nécessaire de gérer le niveau minimal du réservoir pour maintenir l’immersion des retours. Il y aurait sans doute d’autres manières de gérer les détections de remplissage et de fin de cycle, que nous sommes libres d’imaginer. N’oubliez pas que les règles de sécurité relatives au fonctionnement général des brûleurs ne sont en aucun cas décrites dans cet article. Il ne s’agit ici que de la description d’un concept d’une hypothétique partie de la technologie nécessaire au fonctionnement d’un brûleur.
Conclusion
Cet exemple de suggestion est un sujet qui met clairement en avant l’efficacité de l’indépendance de l’esprit qui ne tombe pas dans le mimétisme. Nous pouvons nous affranchir de nombreuses contraintes telle que l’acquisition d’une pompe à haute pression spécifique et couteuse en utilisant des solutions détournées. Veuillez noter qu’il est parfaitement possible de réutiliser la structure et aussi le module de sécurité, en fait, l’intégralité d’un brûleur à fioul domestique en en excluant seulement la pompe haute pression. En effet, c’est un signal envoyé à une électrovanne simultanément à l’alimentation des électrodes qui est le point de départ de la flamme dans les brûleurs à fioul domestique. Il suffirait donc de réaliser un module indépendant, comme nous l’avons suggéré, qui gèrerait la cartouche pressurisée. Pour le brûleur d’origine, cela serait « transparent », la cartouche pressurisée mimant la présence de la pompe haute pression. Il serait judicieux, par exemple, en série sur le thermostat de la chaudière, de placer un contact commandé par le gestionnaire de la cartouche pressurisée et qui jouerait le rôle d’information « cartouche prête ».
Que serait le bricoleur du dimanche sans « la récupération » ? Les déchets industriels constituent en effet une source abondante de composants très utiles au bricoleur. L’abstraction et l’imagination du récupérateur permet bien souvent un recyclage direct beaucoup plus efficace de certains déchets que ne le permettent les filières industrielles.
Du déchet à la meilleure solution.
Un déchet sorti de son contexte n’est plus qu’un simple morceau de matériau. Prenons l’exemple des roulements à billes jetés à la benne et qui peuvent devenir pour le bricoleur, par exemple, le meilleur galet de porte coulissante. Les déchets décontextualisés deviennent d’autant plus intéressants qu’ils sont surdimensionnés dans leur nouveau contexte. Un roulement de wagon de marchandises considéré comme hors d’usage par l’industrie et changé régulièrement lors de la maintenance peut être payé au poids de la ferraille ou récupéré gratuitement.
Le choix d’un composant récupéré.
Dans un contexte dit de bricolage, un stock d’objets récupérés aura une constitution relativement aléatoire. La procédure de choix d’un composant sera dès lors très différente de celle habituellement utilisée dans l’industrie.
Par exemple, si vous avez besoin d’un roulement à bille, vous allez veiller à ce qu’il supporte les efforts induits par votre mécanisme. Dans l’industrie, on choisit souvent celui dont la capacité de charge sera immédiatement supérieure au besoin, avec un coefficient de majoration. Il sera par exemple deux fois plus résistant. Si l’on veut faire des économies d’argent, on diminuera ce coefficient mais au détriment de la durabilité du roulement. En revanche, il est peu probable que dans votre atelier de bricolage, vous trouviez le roulement qui corresponde parfaitement à votre besoin. Vous devrez toutefois toujours choisir le roulement qui possède une capacité de charge suffisante (ce qui est évident et indépendant de tout contexte). On comprend alors que moins vous avez de roulements en stock et plus vous serez amenés à en choisir un qui sera surdimensionné.
Un ingénieur expérimenté de l’industrie critiquant un système réalisé en dehors de l’industrie vous fera souvent des remarques sur le dimensionnement. Mais il oublie le contexte qui procure la gratuité du composant et son écart important avec un dimensionnement industriellement idéal.
Récupération et travail bâclé deux notions distinctes.
Pourquoi le fait de fabriquer quelque chose avec des composants “récupérés”, chez soi, dans un contexte non industriel, impliquerait-il obligatoirement de “mal faire” ?
Il n’y a en effet aucune cause concrète à ce raccourci : ce n’est pas parce que vous travaillez dimanche-chez-vous plutôt que lundi-à-l’usine que vos réalisations doivent être bâclées, ce n’est pas non plus parce qu’un composant est récupéré que vous ne devriez pas l’installer correctement comme s’il était neuf. Bien évidemment, à l’inverse, cela n’exclut malheureusement pas l’existence de travaux professionnels mal réalisés.
Récupérer et ranger.
Récupérer ne doit pas signifier entasser tout un tas de choses dans un désordre complet. Souvent c’est aussi une image que certains ont de la récupération parce que les personnes qui ont tendance à en faire ont souvent la même personnalité. Ces bricoleurs typiques n’ont pas forcément le sens du rangement. L’existence de ce profil type ne doit pas vous faire penser qu’il est impossible de faire de la récupération tout en étant rigoureux sur l’ordre et le rangement.
Pour bien gérer sa récupération il faut faire preuve d’intelligence organisationnelle. Vu qu’il ne s’agit que de concepts, l’ordre et le rangement rationnel et sérieux pratiqués dans l’industrie peuvent tout à fait s’exécuter à la maison. Les théories du domaine de la qualité, telles que le Kaizen ou le 5S, sont transposables dans le contexte de vos loisirs, vous les aurez donc recontextualisées.
Je vous propose quelques conseils pour faire correctement votre récupération :
Choisissez des catégories précises, découpées selon votre vision des choses et ayez un endroit clairement défini pour chacune d’elles.
Utilisez des accessoires de rangement rationnels comme les étagères modulables.
Laissez toujours une caisse « de réception » par catégorie qui ne contient que des éléments à trier à côté des caisses contenant les composants déjà triés.
Quand vous venez de récupérer quelque chose, rangez le immédiatement, si vous n’avez pas le temps de classer, alors placez le dans la caisse de réception de la catégorie correspondante, vous serez plus motivé à trier par la suite si le tri est déjà dégrossi par catégorie. C’est en posant les objets n’importe où que le désordre s’installe dans un cercle vicieux, la caisse de réception est là pour éviter ça.
Utilisez votre bon sens et votre objectivité, récupération ne doit pas rimer avec désordre !
Conclusion
L’imagination, le pragmatisme et la rigueur vous permettrons de faire de la récupération autre chose qu’un cliché en entretenant un autre : celui du bricoleur du dimanche mal organisé. La récupération pertinente est un élément central de la recontextualisation appliquée au domaine des loisirs techniques.
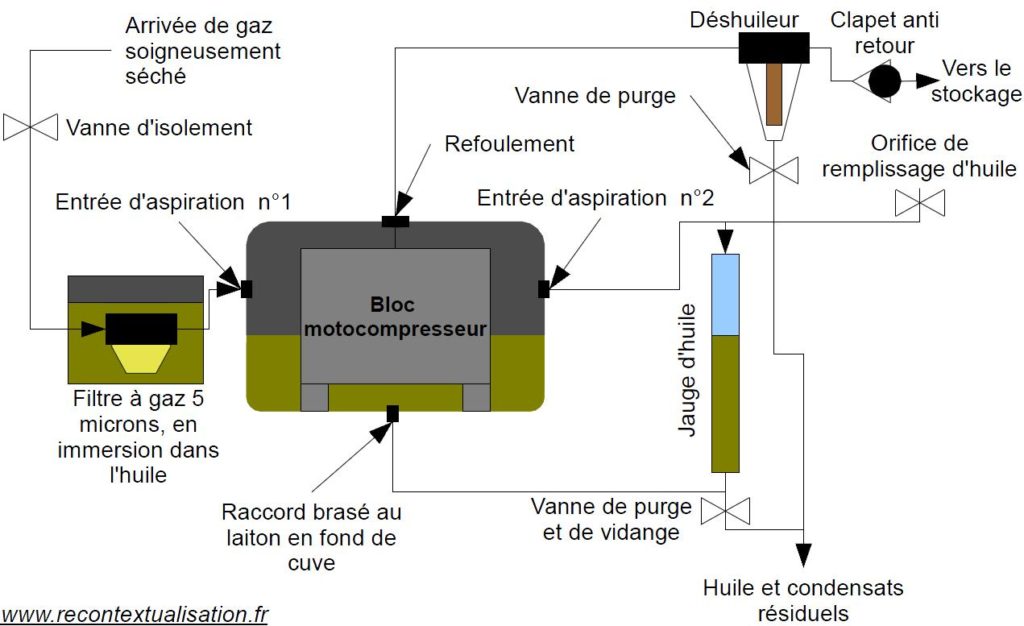
Dans le domaine de la récupération, les compresseurs de réfrigérateur sont un classique. Leur récupération correcte et en toute sécurité pour l’environnement et les personnes est malheureusement très rarement pratiquée. Il ne faut jamais tenter de récupérer un compresseur de réfrigérateur soi même. Il faut de préférence demander aux spécialistes du recyclage des appareils frigorifiques de vous en fournir un généreusement. Autrement, il est tout à fait possible d’acheter un compresseur de réfrigérateur neuf sans gaz pour environ 150 Euros. Quoi qu’il en soit, dans un usage détourné il faut impérativement être conscient de la structure interne de ces compresseurs. Leur utilisation en compression de gaz pour le stockage de l’énergie (air ou biogaz) nécessite des précautions toutes particulières et rigoureuses. Tout d’abord, pour comprendre la structure interne de ces compresseurs, je vous invite à visionner cette vidéo :
Ces compresseurs, vous l’aurez compris, ont comme particularité que le fluide pompé est directement en contact avec l’huile de lubrification qui refroidit aussi le moteur. De la même manière, le fluide pompé est directement en contact avec les bobinages et les paliers du moteur. N’utilisez donc jamais ce type de compresseur pour des mélanges de gaz inflammables comme le mélange H2-O2. De plus, ces machines sont initialement destinées à pomper un fluide en circuit fermé qui ne contient potentiellement qu’une quantité finie d’impuretés.
Ce type de compresseur a cependant comme avantage d’avoir une étanchéité et une qualité supérieure. En effet, avec un compresseur d’air standard les légères fuites ne seraient pas dangereuses, contrairement à une fuite de gaz frigorigène.
Les règles à respecter
1) Déshumidifier et filtrer soigneusement le gaz à l’aspiration.
2) Installer un système de visualisation du niveau d’huile.
3) Placer un orifice de remplissage d’huile.
4) Rajouter un déshuileur au refoulement.
Vous noterez que le filtre à gaz est immergé d’ans l’huile. Cela permet d’une part de visualiser les fuites (présence de bulles) mais aussi de garantir une non contamination du gaz par de l’air en cas de dépression accidentelle. Veillez d’ailleurs à ce que les composants prévus pour fonctionner sous pression, tel qu’un filtre à gaz, ne soient jamais soumis à des dépressions et vice versa. Des détecteurs de niveaux d’huile sont envisageables. En ce qui concerne le déshuileur, vous remarquerez qu’à l’arrêt du compresseur, seule la pression résiduelle de la conduite de refoulement permet aux condensats de s’évacuer. S’il existe une légère pression à l’admission, il est envisageable qu’elle traverse les clapets du compresseur. La purge du déshuileur devra donc se faire juste après un cycle de compression. Enfin, s’il n’y a pas d’entrée d’aspiration secondaire, la conduite à l’entrée d’aspiration n°2 peut tout à fait être raccordée à l’unique entrée.
Conclusion
Quoi que vous fassiez, pensez toujours à comprendre la structure interne des composants que vous utilisez et les conséquences que cela peut avoir sur la sécurité. N’hésitez pas à vous proposer des solutions plutôt que de considérer que rien ne peut être fait suite à la découverte d’une imperfection décevante. L’idée de récupérer un compresseur de réfrigérateur reste toujours intéressante malgré la nécessité de gérer le niveau d’huile, quasiment toujours présent sur les autres types de compresseurs.
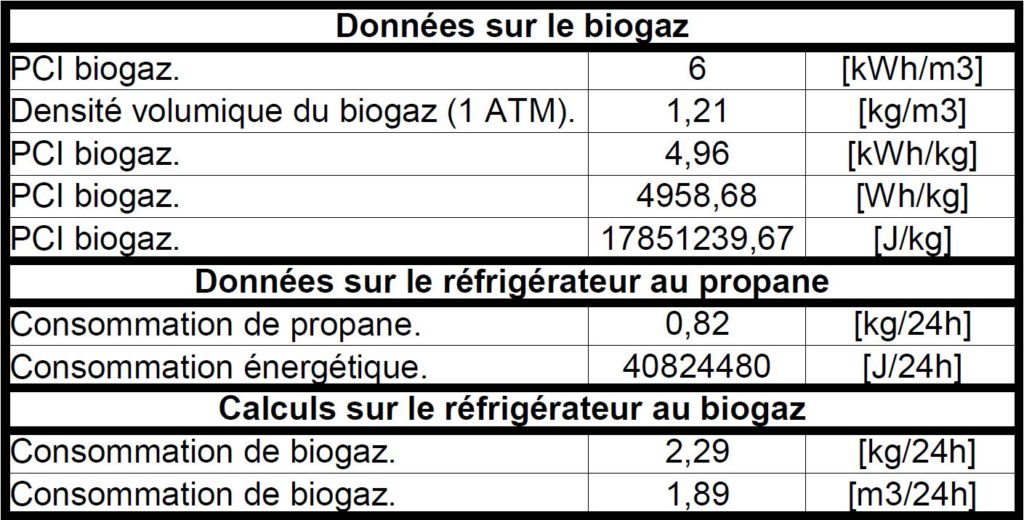
Parmi les plus grandes aberrations, il n’est pas du tout évident, à priori, d’identifier un scandale énergétique de notre vie quotidienne. C’est celui qui consiste à ne pas méthaniser nos excréments et le papier que l’on jette avec en tirant la chasse d’eau. Si l’on ajoute à ça les déchets alimentaires provenant de la cuisine, nous arrivons à produire une quantité de biogaz (mélange CH4-CO2) qui doit être capable de générer une petite flamme en continu toute l’année. Une petite flamme en continu, cela ne constitue pas une puissance importante, en quoi pourrait-elle être utile ? Pour donner un ordre d’idée, une veilleuse d’un appareil à gaz consomme entre 0,2 et 0,7 m3 de gaz de ville par jour.
Le meilleur candidat à l’utilisation de cette production n’est autre que le réfrigérateur à absorption. Les constructeurs de réfrigérateurs et de congélateurs au GPL (butane ou propane) donnent des consommations respectives de 500g/24h et 850g/24h environ. L’objectif en recontextualisation n’est pas obligatoirement d’atteindre le fonctionnement continu d’un ensemble fosse septique + réfrigérateur, mais d’utiliser tout de même cette technologie pour valoriser les déchets en pondérant à la baisse sur la facture d’électricité, pour les plus paresseux. Le fonctionnement continu s’atteint facilement avec l’adjonction quotidienne de quelques déchets verts. En utilisant seulement une partie de l’année une telle installation, dans tous les cas, nous débrancherions du réseau le réfrigérateur électrique. Le stockage très fiable et « massif » du biogaz est néanmoins nécessaire si vous ne souhaitez pas passer vos week-end à transférer vos victuailles d’un réfrigérateur à l’autre. Nous verrons comment procéder. Un dernier détail qui a son importance est que le méthaniseur doit être réchauffé pour fonctionner de manière optimale. La chaleur rejetée par les réfrigérateurs peut être réutilisée pour réchauffer le méthaniseur. L’énergie perdue sous forme de chaleur est d’autant plus importante pour un réfrigérateur à gaz à absorption que pour un électrique.
Quelques données
1) Données sur la consommation
Le biogaz étant un mélange de dioxyde de carbone et de méthane, il a une densité énergétique moindre que le gaz de ville (méthane pur) ou le G.P.L. (butane ou propane ou mélange des deux). Le volume nécessaire au fonctionnement d’un appareil à biogaz à puissance équivalente est donc plus grand. En ce qui concerne le stockage par compression, nous pouvons dire que nous comprimerions dans des bouteilles une proportion de CO2 tout à fait inutile. Il existe des méthodes pour capter le CO2 et ainsi éviter de le comprimer, comme l’utilisation de filtres à chaux sodée.
Leur utilisation est très couteuse et je laisse aux internautes le soin de calculer la rentabilité désastreuse d’une telle idée, dans le contexte du raffinement du biogaz. Il est finalement moins désavantageux d’assumer la compression du CO2 avec le méthane.
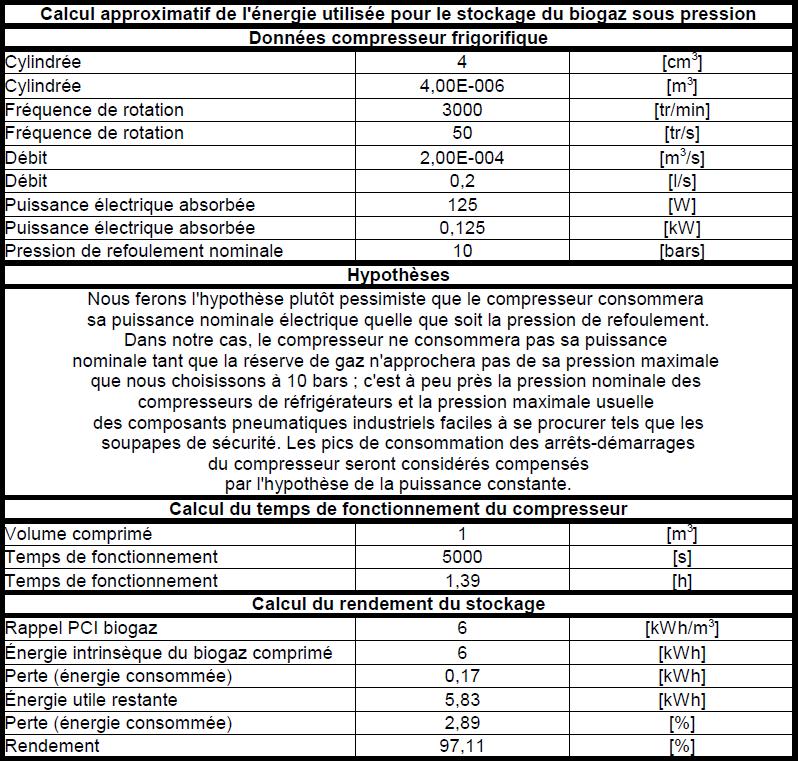
Nous constatons que la consommation du compresseur est ridiculement basse par rapport à la quantité d’énergie stockée. Le stockage à basse pression, dans des gazomètres flotteurs est possible mais demande vraiment beaucoup de place. Il peut être pertinent dans un contexte où le stockage du biogaz se fait à court terme, si l’on utilise quotidiennement des appareils de cuisson par exemple.
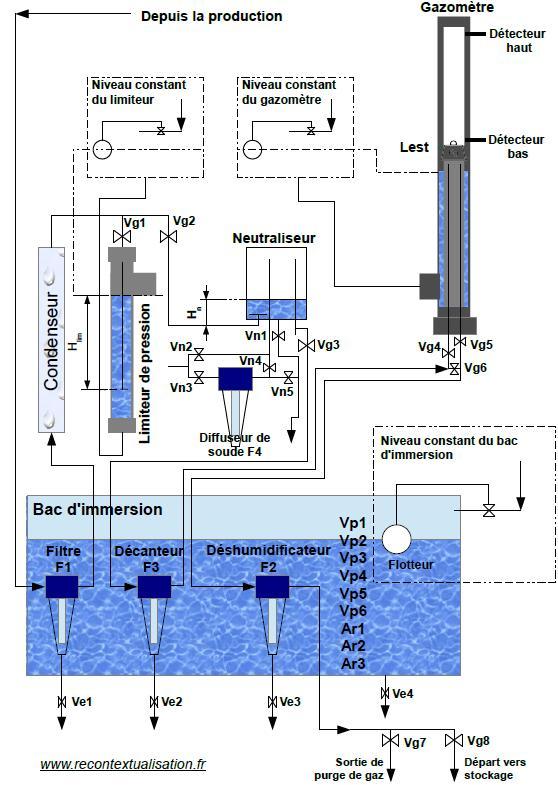
Partie production
Production : nomenclature explicative
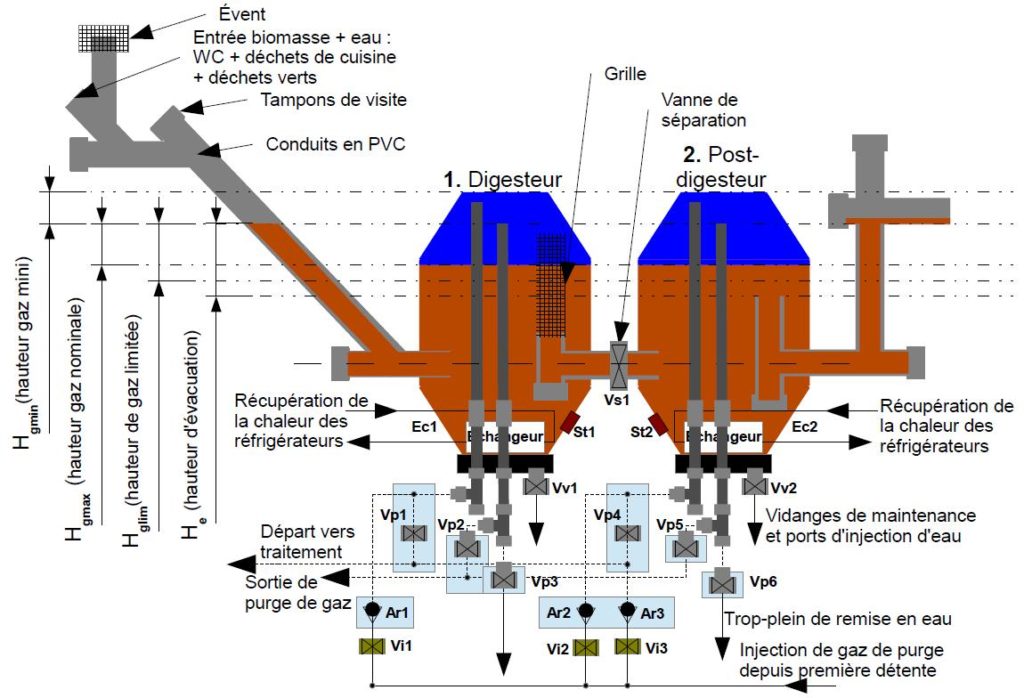
Digesteur 1 : cuve du digesteur principal, réalisée avec un fût en plastique de 300 litres à ouverture totale. Il est placé de telle sorte que le couvercle soit en bas et donc en contact avec le liquide, provoquant, en cas de défaut d’étanchéité, une fuite de liquide visible et inoffensive, au lieu d’une fuite de gaz. La grille empêche des matières solides d’arriver dans le post digesteur et les maintient ainsi suffisamment longtemps pour être digérées dans le digesteur principal.
Post digesteur 2 : identique au premier il augmente le temps passé des effluents dans le système pour poursuivre la digestion. Ceci est préférable notamment à cause de l’absence d’agitateur (mélangeur) dans le système. Généralement dans ce genre de systèmes les remous de l’admission des chasses d’eau suffisent à brasser les cuves.
Vanne Vs1 : cette vanne permet l’isolement des deux digesteurs pour la maintenance.
Vanne Vv1 : vanne de vidange du digesteur principal, en PVC avec une traversée de cloison pour bassin, diamètre 80 minimum. Il doit pouvoir s’y adapter un raccord pour une alimentation en eau courante, permettant la remise en eau du digesteur servant à purger l’air qui s’y était introduit lors du nettoyage de la cuve.
Vanne Vv2 : vanne de vidange du post-digesteur principal, en PVC avec une traversée de cloison pour bassins, diamètre 80 minimum.
Vanne Vp1 : vanne de départ gaz permettant d’isoler le digesteur principal du circuit de traitement lors de la maintenance.
Vanne Vp2 : vanne de départ du gaz de purge vers le circuit de purge.
Vanne Vp3 : vanne d’évacuation de l’eau de purge au moment de la remise en eau. Elle sert aussi de prise d’air lors de la vidange de la cuve.
Vanne Vp4 : vanne de départ gaz permettant d’isoler le post-digesteur du circuit de traitement lors de la maintenance.
Vanne Vp5 : vanne de départ du gaz de purge vers le circuit de purge.
Vanne Vp6 : vanne d’évacuation de l’eau de purge au moment de la remise en eau. Elle sert aussi de prise d’air lors de la vidange de la cuve.
Vannes Vi1, Vi2, Vi3 : vannes d’injection de gaz de purge, type gaz, en laiton.
Clapets Ar1, Ar2, Ar3 : clapets anti retour de bulleurs d’aquariums qui protègent les vannes d’injection Vi 1,2,3 contre la corrosion, le gaz n’étant pas traité à ce stade.
Échangeurs Ec1 et Ec2 : échangeurs thermiques alimentés par la chaleur récupérée sur les réfrigérateurs à gaz ou toute autre source de chaleur selon l’utilisation de l’installation. Il est recommandé d’éviter les métaux en raison de la corrosion. Plusieurs spires de P.E.R. peuvent convenir.
Sondes St1 et St2 : les sondes de température commandent l’alimentation des échangeurs. La température doit être idéalement maintenue aux alentours de 37°C. Il est recommandé d’utiliser un doigt de gant et un passe cloison en acier inoxydable.
Partie traitement
Traitement : nomenclature explicative
Le bac d’immersion : c’est un bac rempli d’eau et qui sert à immerger les vannes et les composants initialement non prévus pour être utilisés avec du gaz, tels que les pots filtrants F1, F2 et F3 ainsi que les vannes P.V.C. pression. Ainsi, en cas de fuites de gaz, celles-ci génèreraient des bulles visibles à l’œil nu. Les fuites ne peuvent se faire qu’à la surface du bac où il est possible, entre autres, de placer un détecteur de gaz.
Les niveaux constants : ce sont des bacs avec des flotteurs de chasse d’eau qui garantissent les niveaux minimaux d’eau dans le limiteur de pression, le gazomètre et le bac d’immersion.
Le filtre F1 : c’est un pot de filtration à cartouche filtrante lavable qui filtre les impuretés grossières en provenance des digesteurs et assure la récupération des condensats.
Le condenseur : il condense la vapeur d’eau contenue dans le gaz.
Vanne Vg1 : vanne type gaz, en laiton, cadenassable en position ouverte permettant la condamnation du limiteur de pression pour les opérations de maintenance.
Vanne Vg2 : vanne type gaz, en laiton, qui permet d’isoler le neutraliseur pour sa maintenance.
Le neutraliseur : c’est un barboteur où le gaz en provenance des digesteurs bulle dans une solution de soude afin d’éliminer le sulfure d’hydrogène.
Le diffuseur de soude F4 : c’est un pot de filtration contenant des cristaux de soude et servant à recharger le neutraliseur.
Vanne Vn1 : vanne type P.V.C. pression. Attention, il ne faut pas utiliser de métaux, car le neutraliseur contient une solution de soude. Cette vanne permet la vidange et le rinçage du neutraliseur.
Vanne Vn2 : vanne P.V.C. pression ou électrovanne, permettant l’injection d’eau de rinçage dans le neutraliseur.
Vanne Vn3 : vanne d’alimentation du diffuseur de soude F4 permettant sa purge ou le rechargement du neutraliseur.
Vanne Vn4 : vanne de sortie du diffuseur de soude permettant le rechargement du neutraliseur.
Vanne Vg3 : vanne de type gaz, en laiton, permettant l’isolement du décanteur F3 pour sa maintenance.
Le gazomètre : Le gazomètre est un tuyau immergé muni d’une masse de lestage calculée de telle sorte à respecter la hauteur de gaz nominale dans les digesteurs. Il s’élève au fur et à mesure qu’il accumule le biogaz.
Le détecteur haut et le détecteur bas : ils commandent respectivement la mise en marche et l’arrêt du compresseur.
Vannes Vg4,5,6 : vannes permettant de bypasser le gazomètre flotteur lors des purges et de la maintenance.
Déshumidificateur F2 : c’est un filtre contenant des cristaux d’hydroxyde de silice (couramment appelé gel de silice) et qui permet de déshumidifier le gaz.
Vannes Ve1,2,3,4 : vannes de vidange des différents décanteurs et bacs d’immersion.
Vannes Vg7 : vanne de type gaz qui permet l’évacuation du gaz de purge.
Vannes Vg8 : vanne de type gaz qui isole la partie traitement de la partie stockage.
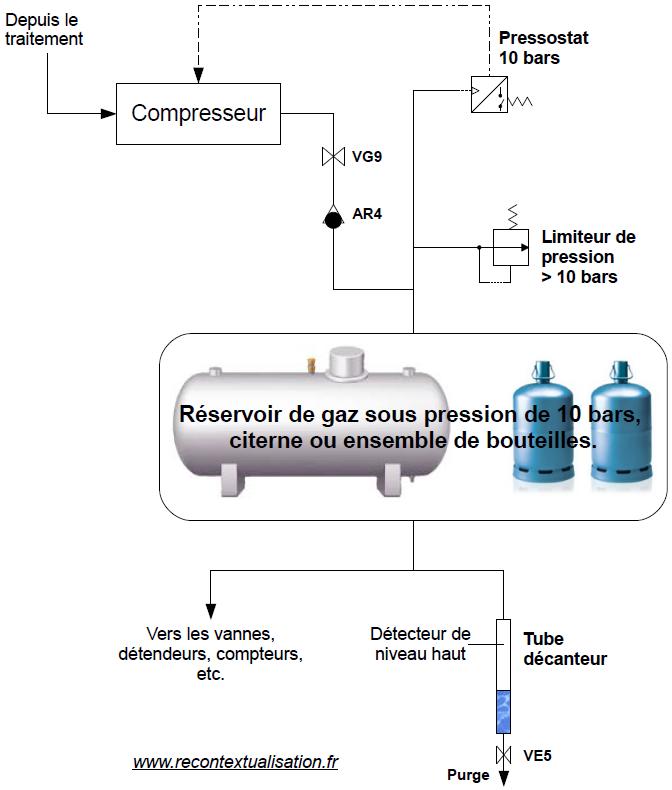
Partie stockage
Le compresseur : le compresseur est chargé de comprimer le gaz dans la réserve. Il est fortement recommandé d’utiliser un compresseur spécifique très étanche ne permettant pas la fuite accidentelle d’air dans le refoulement. Si de l’air venait à être comprimé dans le même réservoir que le gaz alors il y aurait un risque colossal pour que le réservoir se transforme en une véritable bombe. C’est pourquoi, si vous souhaitez recontextualiser un compresseur il faudra absolument veiller à ce qu’aucune contamination par de l’air soit possible. Pour ce faire, vous pouvez l’immerger totalement dans l’huile, et dans ce cas, il est recommandé d’ajouter un décanteur translucide à sa sortie pour visualiser une éventuelle fuite à l’admission. Des bulles de gaz dans l’huile d’immersion témoignent d’une fuite de gaz vers l’extérieur. Vous pouvez vous reporter à l’article sur le « compresseur de réfrigérateur recontextualisé » qui conviendrait à cette application.
Vanne Vg9 : vanne d’isolement du compresseur de la partie stockage pour la maintenance.
Clapet Ar4 : clapet anti-retour qui redonde avec le clapet interne du compresseur et la vanne Vg9.
Le pressostat : il commande l’arrêt du compresseur, de manière prioritaire à celui de la partie traitement, lorsque la pression maximale de stockage est atteinte. Dans ce cas, en négligeant les variations saisonnières de température, on considère que la capacité maximale est atteinte. Il faudra, à partir de ce moment, se débarrasser du gaz produit en amont du compresseur, il est possible d’envisager un double seuil de pression avec un autre pressostat à une valeur inférieure correspondant au stockage maximum. Un tel système permettrait de créer une réserve de surproduction qui serait alors utilisée pour supplanter une autre énergie dans la maison. Par exemple, lorsque la surproduction est atteinte, un message parvient à l’utilisateur pour l’informer qu’il peut utiliser le gaz pour la cuisson jusqu’à ce que la surproduction soit éliminée. Dans ce cas, nous considérons la production principale comme étant dédiée prioritairement au fonctionnement des réfrigérateurs.
Le limiteur de pression : c’est une sécurité supplémentaire qui protège la réserve en cas de défaillance du système de la chaine de compression. C’est un élément de sécurité incontournable sur les cuves sous pression.
Le tube décanteur : il permet de visualiser le niveau de condensats présents dans la réserve (eau, huile).
Vanne Ve5 : vanne type hydraulique permettant la purge des condensats.
Le détecteur de niveau haut : il prévient l’utilisateur que la purge est nécessaire. Elle peut aussi s’automatiser moyennant l’ajout en série d’une électrovanne, dans ce cas, il peut être nécessaire d’ajouter également un détecteur de niveau bas afin de ne pas créer de fuite de gaz. Il est recommandé de ne pas supprimer la vanne manuelle Ve5.
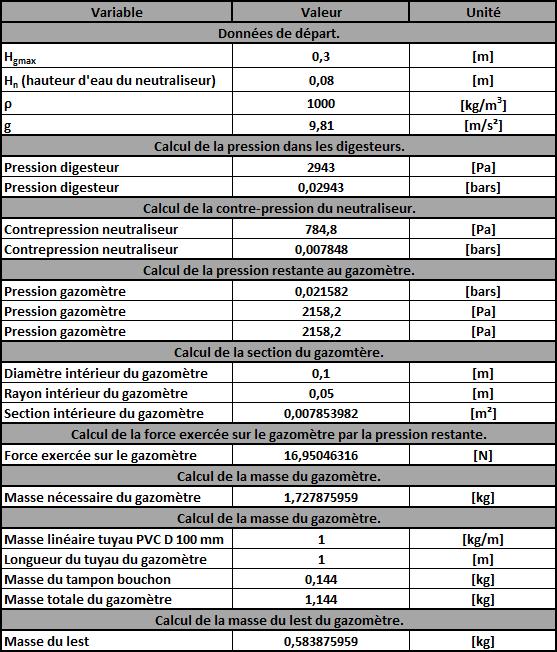
Calculs des hauteurs et pressions
La hauteur Hgmax est la hauteur nominale qui sépare le niveau de digestat dans les cuves du niveau d’eaux usées et de digestat respectivement à l’entrée et à la sortie du dispositif. C’est la hauteur que nous devons maintenir dans les conditions normales d’utilisation. Nous ferons l’approximation que le digestat en sortie du post digesteur, les eaux usées qui entrent dans le digesteur principal et la solution de soude du neutraliseur ont la même densité que l’eau. Nous imposerons la valeur de Hgmax à 0,3 m et Hn à 0,08 m.
En ce qui concerne la limitation de pression, il suffit d’avoir la hauteur Hglim égale à Hlim. En effet, il n’y a pas d’obstacle particulier dans la conduite entre le limiteur de pression et le digesteur. Le biogaz étant un fluide non pesant, il n’y a pas de contre-indication particulière à ce que le niveau de débordement du limiteur de pression soit amené à la hauteur de l’évacuation du digestat. Son évacuation hydraulique n’est qu’une précaution supplémentaire car si le condenseur fonctionne correctement, le niveau ne devrait pas augmenter. Il faut néanmoins ajouter un évent au limiteur de pression pour évacuer le gaz à l’extérieur du bâtiment.
Conclusion
Une telle production d’énergie en petite quantité montre tout son intérêt avec l’utilisation des réfrigérateurs. Le type de consommation d’un réfrigérateur à gaz est en adéquation avec la production constante de faible puissance d’un petit digesteur. Nous n’avons pas hésité à proposer une conception intégrant les « technologies modernes » en proposant un véritable traitement du gaz (une compression >60 bars reste possible pour séparer le CO2). Le fait de mener à bien une telle conception permet de démontrer la faisabilité de la recontextualisation, en évoquant presque toujours le type de matériel employé.
Le modèle proposé diffère des dispositifs plus rudimentaires auto-construits, en augmentant la qualité d’utilisation et de résultat, mais sans changement d’échelle.
Il y a probablement deux grands phénomènes qui expliquent la rareté de bricolages correctement réalisés, basés sur des ressentis subjectifs ainsi que des conséquences émotionnelles liées à la contrainte du travail industriel.
La vision du bricolage
Le premier est un fait socio-statistique : il existe un profil type de personne utilisant la « haute technicité » dans un contexte de loisirs technique. Ce profil type, s’il est défini par ses caractéristiques principales, semble quasiment unique. Malheureusement, à cette personnalité récurrente de géotrouvetout est très souvent associé un esprit plutôt pragmatique mais sans souci de la rigueur. C’est l’existence même de cette personnalité type qui peut avoir pour conséquence d’associer « bricoleur-récupérateur » avec « travail bâclé » pour les “spectateurs”. C’est encore une association d’idée extrêmement toxique pour la recontextualisation.
La rupture travail – loisirs
Le second phénomène, on le constate facilement en discutant avec des ingénieurs et techniciens de l’industrie. Il consiste en la volonté des travailleurs de créer une véritable rupture entre le travail et les loisirs. Comme nous l’avons dit, c’est dans l’industrie que la technicité est la plus utilisée, ce qui crée un lien irrémédiable dans les esprits entre technicité et travail. En posant aux travailleurs des questions du type « mais puisque c’est votre métier, pourquoi ne le feriez-vous pas chez vous, vous-même ? » (en parlant d’un système quelconque, pourquoi pas d’un tableau électrique, en s’adressant à un électrotechnicien de profession). Dans ces cas-là, la réponse est très souvent virulente et explicite « Je fais ça tous les jours, quand je rentre chez moi, j’ai envie de penser à autre chose! » Faites l’expérience autour de vous.
Nous expliquerions ainsi que les bons bricolages seraient rares parce que les techniciens et ingénieurs tendent à maintenir une véritable rupture entre travail et loisirs. L’industrie, donc le “travail” est le contexte qui utilise massivement les technologies. De ce fait, les ingénieurs et techniciens sont rarement ceux qui ont des loisirs techniques. Le loisir étant aussi défini comme une rupture et une évasion par rapport au travail quotidien.
Pourtant, Jean FOURASTIE, dans son ouvrage publié en 1970 Des loisir pour quoi faire ? était plutôt de l’avis que nos loisirs étaient influencés et allaient précisément dans le sens de nos professions. Je m’en remets à l’expérience du lecteur qui se forgera son propre avis à ce sujet.
Conclusion
Il n’y a aucune raison logique pour que, dans un contexte de loisir, nous ne puissions pas transposer la rectitude et le sérieux des techniques industrielles. L’existence des deux phénomènes ci-dessus constituent deux barrières à la recontextualisation qu’il convient de connaître afin de les surmonter par la raison.
La réussite d’un changement de contexte par construction est très discutable, car hélas, il est peu probable que la majorité des personnes du bas peuple, gavée de football, de télé-réalité, et de gadgets à la mode n’aie l’intelligence requise. Pour que les peuples entiers se mettent à créer des contextes parallèles, il faudrait qu’ils soient renseignés et qu’ils possèdent une certaine élévation spirituelle. Malheureusement c’est précisément l’inverse que les médias dominants encouragent en permanence. Entre la possibilité technique et la possibilité absolue, la question de la nécessité d’une “destruction” ou d’une “déstructuration forcée” reste néanmoins ouverte. Il n’est pas évident qu’il soit sage d’écarter d’emblée cette nécessité, du fait que les barrières ne sont pas techniques, mais plutôt humaines. Les lobbys et les oppressions de groupes sur d’autres et les intérêts personnels instaurés de longues dates fondent une grande partie de la résistance au changement. Cette façon de penser assume pleinement le fatalisme et le pessimisme qui voudrait que l’on ne parvienne pas, ou très difficilement à changer l’esprit des humains. Un être humain peut modifier la matière, travailler sur les machines, mais plus difficilement changer les esprits tant il existera une majorité sensible à la subjectivité. Le démarrage imperceptible voir inexistant du projet Vénus est peut être regrettable, mais démontre bien la difficulté à changer la réalité par la présentation de concepts idéalistes. Il nous reste, tant que possible, le fait de conseiller la contamination de l’industrie par l’action scientifique et technique concrète via la construction de machines physiques résolvant nos problèmes d’énergie, d’alimentation et de vie en général, dans des contextes parallèles. Le physicien Jean Pierre Petit dénonce l’absurdité des dirigeants et pense que “les solutions viendront du peuple”.
Beaucoup de personnes, peut-être à partir de la quarantaine, utilisent le terme “utopique” parce qu’ils pensent que c’est l’expression d’usage qu’ils doivent utiliser à leur âge. Ils critiquent subjectivement des projets suggérés par d’autres, plus jeunes. On notera qu’un tel échange est récurrent sous la forme d’un dialogue entre une personne d’un certain âge, se considérant comme expérimentée, et un jeune adolescent que l’on qualifierait “d’inexpérimenté de la vie”.
Sagesse ou paresse
Ces personnes qui s’estiment sages et matures et qui tiennent souvent des discours caricaturaux parfaitement fatalistes, vous présenteront leurs propos comme étant ceux de la sagesse. Il n’en n’est rien en pratique, car le fatalisme, quoi qu’il représente, n’est aucunement sage. Par exemple, on les entend souvent dire “ C’est comme ça que marche le système et on ne peut rien contre lui”. Ce fatalisme, la plupart du temps, n’est effectivement qu’une échappatoire permettant de justifier sa paresse. Cette opposition entre un “jeune révolutionnaire” et un ancien “sage” est une scène récurrente et typée. En prenant un recul supplémentaire sur ces situations, nous ne devrions aucunement prendre parti pour l’un ou l’autre des interlocuteurs.
Le parcours du sage fataliste
Le “sage fataliste” plus âgé, risque de chercher à justifier par tous les moyens sa propre situation, par prétention ou par volonté de ne pas remettre en cause les choix de sa propre vie. Une fois de plus le raisonnement ne démarre pas d’une absolue abstraction, mais d’une vie déjà remplie de choix et de situations figées. Ainsi réapparaissent les pseudo-arguments d’auto-persuasion, choisis en fonction d’une situation existante. Et nous pouvons en effet critiquer négativement le cliché peu innovant et banal que représente une personne en couple, dans la quarantaine, ayant deux enfants, deux voitures, un chien et résidant dans le petit pavillon plus beau que celui du voisin et dont les équipements respectent bien les dernières normes industrielles en vigueur. La maturité consiste-t-elle en le fait de se faire absorber par un système conventionnel que l’on n’aurait jamais remis en cause et dont on n’aurait jamais cherché le moyen de contourner ?
Le jeune révolutionnaire
Le “jeune révolutionnaire”, quant à lui, ne possède que peu “d’expérience de la vie”, mais souvenons nous que l’expérience est aussi une source de contamination, qui le conduirait malheureusement, à prendre plus tard, le rôle du sage fataliste. Sa faible expérience de la vie, lui garantit une innocence. Toutefois, le “jeune révolutionnaire” a deux grands défauts. Tout d’abord, il manque de capacités d’analyse, car devenir capable d’analyser avec recul le contexte global dans lequel s’insère un dialogue caricatural jeune-ancien demande du temps. Ce temps passé peut lui dessiner deux chemins : celui qui l’amène à avoir un grand recul et celui qui le contaminera, le laissant devenir un “sage fataliste” à son tour. Aussi, il manque de compétences et de connaissances scientifiques qui lui permettraient d’expliquer les vraies alternatives contextuelles techniquement réalistes. Le “jeune révolutionnaire” prône trop souvent le changement par l’utilisation de “révolutions destructrices”, qui ont une image violente et négative auprès de ses auditeurs mais qui ne serait pas pour autant non nécessaire. Je vous invite à consulter l’article au sujet du changement pour plus d’informations à ce sujet.
Conclusion
La sagesse, tout compte fait, ne peut aucunement être considérée comme un état de vérité absolue, car si le sage sombre dans une acceptation progressive de faits inacceptables, cela s’appelle baisser les bras (par paresse ?). Le jeune révolutionnaire lui, voit son avenir et pense qu’il est encore temporellement rentable de l’anticiper. Laisser tomber pour accepter l’inacceptable, c’est manquer de persévérance et, par ailleurs, se moquer pas mal des « générations futures ». Pour se persuader que les propos ci-dessus sont faux, la sophistique précisément auto-persuasive et les bonnes excuses que nous avons maintes fois évoqué sont toujours au devant de la scène. Ainsi vous entendrez ces pseudo-sages tolérer l’intolérable, avec un calme exaspérant, en prononçant des interjections stupides du type « c’est l’air du temps qui veut ça ». Ne vous laissez jamais persuader par la forme et l’image méliorative d’une personne calme et expérimentée, sans avoir pensé par vous même. Ne tombez pas dans la paresse qui permet à d’autres de vous tenir dans la manipulation intellectuelle, elle même souvent conséquente à leur propre paresse.