Dans le cadre du stockage pressurisé de certains gaz, comme le gaz de bois (gaz mortel), le biogaz ou encore le dihydrogène, il est très important d’éviter la contamination de le réserve par de l’air. En effet, comprimer du dioxygène avec un gaz inflammable peut, en plus de réduire la quantité d’énergie stockée dans la réserve, transformer cette dernière en véritable bombe. Nous avions déjà proposé un article sur la recontextualisation des compresseurs de réfrigérateurs, adaptés à l’évitement des contaminations car totalement étanches, mais procurant un débit limité. Nous ne pourrions pas, par exemple, faire fonctionner un gazogène de dimensions usuelles avec un seul de ces compresseurs. Avec la solution que nous proposons, il est possible d’utiliser un compresseur courant, bon marché, tels que ceux destinés à l’air, tout en surveillant le risque de fuites (ou plutôt d’intrusion) à l’admission. De plus, le moteur qui entrainerait ce compresseur pourrait être de toute nature : électrique, thermique, hydraulique, etc. Veuillez noter que le système ci dessous ne mentionne pas les soupapes de sécurité et autres clapets anti retour qu’il conviendra d’ajouter comme dans toute installation de compression.
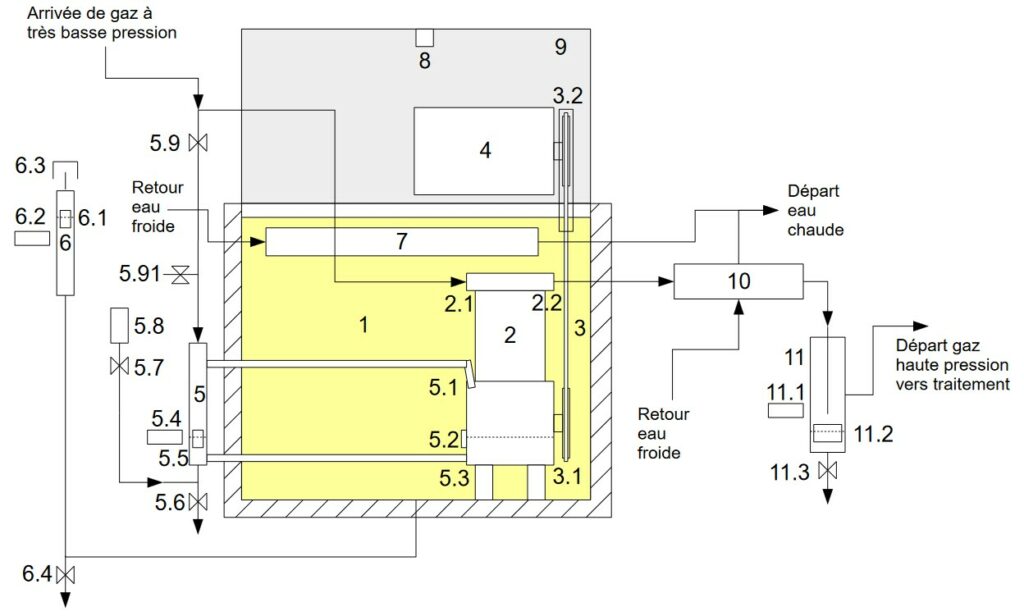
3.1 Poulie réceptrice : la poulie d’origine est souvent à gorge trapézoïdale, et, qui plus est, munie d’un ventilateur. Pour fonctionner dans le bain d’huile, elle devra impérativement être remplacée par un pignon à chaine.
3.2 Carter de protection anti éclaboussures : il peut être pertinent d’utiliser un arbre de transmission intermédiaire, puisque les projections d’huile se feraient essentiellement dans le plan de la chaine (défini par les axes des pignons).
4. Moteur d’entrainement : ce dernier peut être de toute technologie, ce n’est qu’un concept qu’il conviendra d’adapter à votre contexte.
5. Tube de visualisation du niveau d’huile du compresseur.
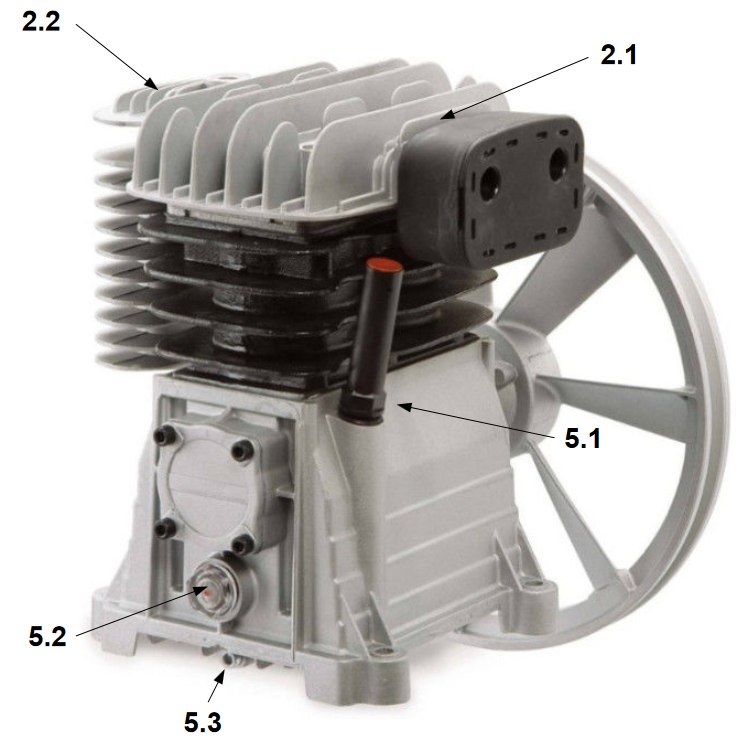
5.1 Port de remplissage d’huile du compresseur, dans sa configuration normale.
5.2 Œilleton de contrôle du niveau d’huile du compresseur, dans sa configuration normale. Ici, il n’est plus utilisé, il est mentionné à titre indicatif.
5.3 Port de vidange du compresseur : il est utilisé ici pour relier le bas du tube de visualisation 5.1, permettant ainsi la vidange depuis l’extérieur du dispositif.
5.4 Détecteur inductif : il peut être doublé afin de détecter à la fois un niveau trop faible, au cas où la pression d’arrivée du gaz serait en mesure de refouler l’huile dans le bac 1, aussi bien qu’un niveau trop haut, lequel supposerait une migration de l’huile contenue dans le bac 1 vers le carter du compresseur.
5.5 Flotteur avec aimant ou masse métallique embarquée, il permet d’activer le ou les détecteurs inductifs mentionnés ci-dessus.
5.6 Vanne de vidange du compresseur.
5.7 Vanne de remplissage d’huile du compresseur.
5.8 Pot de remplissage d’huile du compresseur.
5.9 Vanne d’isolement et d’équilibrage des pressions : elle permet d’isoler l’arrivée de gaz lors de l’opération de correction du niveau d’huile du compresseur et permet de mettre le carter d’huile du compresseur dans une atmosphère de gaz, à la même pression qu’à l’admission.
5.91 Vanne de mise à l’air libre : elle permet de chasser la gaz qui doit se déplacer lorsque l’on corrige le niveau d’huile. Il est pertinent de la coupler mécaniquement à la vanne 5.9 afin d’éviter une fuite de gaz.
6. Tube de visualisation du niveau d’huile du bac 1.
6.1 Flotteur avec aimant ou masse métallique embarquée, il permet d’activer le détecteur inductif 6.2 en cas de niveau d’huile faible. La migration de l’huile du carter du compresseur vers le bac 1 est déjà gérée par le tube 5 et ses accessoires. Une baisse du niveau d’huile dans le bac 1 peut être synonyme d’une fuite à l’admission. Ce phénomène pourrait survenir avec de l’air sans l’immersion dans l’huile que nous proposons dans le cadre de cet article.
6.2 Détecteur inductif.
6.3 Reniflard de mise à l’air libre.
6.4 Vanne de vidange du bac 1, il permet aussi d’évacuer les précipités ainsi que l’eau qui pourrait se retrouver en fond de cuve.
7. Échangeur thermique : il permet de réutiliser les calories récupérées par l’huile sur la culasse du compresseur. Cette réutilisation peut prendre place dans n’importe quel contexte : préchauffage d’eau chaude sanitaire ou chauffage des locaux, etc.
8. Détecteur de gaz (en cas de fuite)
9. Enceinte de protection : elle permet d’éviter la contamination de l’huile par la poussière ambiante et évite les projections d’huile liée aux éventuels remous.
10. Échangeur thermique au refoulement, on pourrait l’attribuer à la partie traitement, mais cette dernière (filtration, séchage, etc.) doit prendre place après le refroidissement du gaz.
11. Déshuileur : il permet de retirer l’huile qui pourrait se retrouver dans le gaz comprimé. En général, un compresseur rejette toujours une petite quantité d’huile mélangé au gaz comprimé au refoulement. Cette huile doit en toute logique être celle du carter de lubrification. Dans notre cas, si une fuite à l’admission se produisait, nous serions susceptible de retrouver de l’huile en provenance du bac d’immersion dans le tube11.
11.1 Détecteur inductif.
11.2 Flotteur avec aimant ou masse métallique embarquée, il permet d’activer le détecteur inductif mentionné ci-dessus.
11.3 Vanne de vidange du tube 11. La vidange de ce tube ne requiert en général pas de vanne de mise à l’air libre supplémentaire, car la conduite est supposée être sous pression où contenir une pression résiduelle (selon la localisation des clapets anti retour notamment).
Conclusion
En ajoutant une astuce technologique à une autre, préexistante, nous pouvons nous affranchir de certaines nécessités. Nous pourrions en effet être tentés d’utiliser un compresseur haut de gamme spécialisé dans les « gaz sensibles », mais beaucoup trop couteux en terme de pièces détachées et d’acquisition. Dans ce cas, la gestion de l’immersion dans l’huile est une solution « détournée » relativement facile à mettre en œuvre. Ainsi, il devient possible de gérer les risques plutôt que de conclure à l’impossibilité (en sécurité) de comprimer des « gaz sensibles » dans un contexte où la ressource financière est insuffisante pour l’acquisition de matériels spécialisés.
Le gazogène est un dispositif permettant de produire un gaz combustible à partir de bois ou de charbon. Nous l’évoquons dans d’autres de nos articles. Il a servi à faire fonctionner des véhicules lorsque le pétrole venait à manquer, pendant et après la seconde guerre mondiale par exemple. Nous parlerons dans cet article uniquement du gazogène appliqué à la locomotion. Des installations stationnaires ultra modernes sont déjà utilisées pour produire de l’énergie (électricité et chaleur). Le gazogène appliqué à la locomotion est un exemple particulièrement représentatif du principe de recontextualisation. Mais c’est aussi un exemple tristement représentatif du mimétisme technologique et de la non recontextualisation. En effet, il existe dans le monde une grande communauté de bricoleurs de gazogènes, et pourtant, presque tous utilisent ou suivent à la lettre des plans périmés depuis presque un siècle ! En faisant une recherche sur internet, vous trouverez très facilement, dans la rubrique « images » des moteurs de recherche, d’anciens dessins issus de livres bientôt centenaires. Il est difficile d’expliquer pourquoi les bricoleurs sont si peu nombreux à se dire que ces plans sont totalement « périmés ». Certains ont néanmoins ajouté des servo-vannes contrôlées par électronique afin d’améliorer le concept, mais aucun ne semble avoir fait le travail de modernisation « global ». De plus, comme l’industrie de la locomotion est dominée par le pétrole, il n’est pas surprenant qu’aucun bureau d’étude n’ai travaillé sur le sujet du gazogène dédié à la locomotion. Ainsi, certains disent « un véhicule à gazogène, ça prend du temps à démarrer, le ralenti moteur est trop élevé, il faut régler constamment la richesse du mélange, on perd 30% de la puissance d’origine du moteur, etc. » Il ne semble pas exagéré de dire qu’il est totalement inadmissible d’entendre ces phrases qui sont basées sur une certaine conception ancienne du gazogène, qui n’est jamais remise en question. Vous êtes-vous déjà posé les questions de savoir comment nous pourrions résoudre tous ces problèmes, en considérant l’âge des plans disponibles ? … Dans tous les cas, nous l’avons fait et nous vous proposons une solution de modernisation globale du gazogène dédié à la locomotion. Dans cet article nous ne nous préoccuperons pas de la partie production et filtration du gaz, puisque cette partie est souvent déjà traitée par les bricoleurs, mais aussi par les professionnels concevant les installations stationnaires. Il est relativement simple de les extrapoler au contexte du gazogène embarqué. Nous avons toutefois plus ou moins traité certaines de ces étapes dans notre article sur le gazogène stationnaire. De plus, « thermochimiquement » il n’y a pas eu d’avancées récentes qui laisseraient penser qu’une marge importante de progression existerait en ce qui concerne la conception des foyers eux-mêmes. Nous restons cependant prudents avec ce genre d’affirmations, et ne serons en aucun cas vexés de devoir admettre le contraire.
Voici un résumé rapide des solutions que nous proposons, avant d’entrer dans le vif du sujet :
Casser le lien direct entre le moteur et le gazogène : en effet, en intercalant un compresseur et une réserve entre le gazogène et le moteur, le lien direct qu’a la production de gaz avec le cycle du moteur est cassé. Ainsi, les effets d’irrégularités liés à l’aspect granuleux et aléatoire du foyer du gazogène sont estompés. Il est possible d’utiliser un compresseur dédié à la suralimentation en air dont on détourne l’usage. La pression de la réserve tampon ainsi créée n’a pas la nécessité d’être très élevée, quelques tours de moteur d’avance devraient suffire. Un vaste volume du réservoir tampon devrait également permettre une bonne répartition des différents gaz, créant ainsi un « gaz moyen » de composition relativement constante. Une ancienne bouteille de butane dite « 13 kg » pourrait convenir.
Utiliser un stockage « longue échéance » pour démarrer instantanément : si l’on comprime du gaz, lors de la phase de fonctionnement normal du gazogène, il est possible de constituer une réserve de gaz nous permettant de démarrer le véhicule instantanément, pendant que le foyer s’allume. Bien évidemment, nous pourrions imaginer utiliser un gazogène stationnaire et comprimer le gaz obtenu dans des bouteilles. Seulement, le gaz que produit un gazogène est dit « pauvre » il contient en effet du CO2, incombustible, et du diazote, lui aussi incombustible. Cela signifie qu’il faudrait dépenser de l’énergie pour comprimer des gaz inutiles. La place qu’ils occuperaient dans les réservoirs réduirait aussi considérablement l’autonomie du véhicule. La pression de stockage nécessaire aux véhicules à gaz naturel, non liquéfiable à température ambiante, est de plusieurs centaines de bars ! Rappelons aussi que le principal gaz combustible que produit un gazogène n’est autre que le monoxyde de carbone, qui est toxique. Ainsi, un stockage massif à haute pression, en plus d’être techniquement sensible, pourrait être particulièrement dangereux. De plus, le dihydrogène, produit également par le gazogène, combustible cette fois, a la fâcheuse tendance à s’infiltrer dans les joints et à fissurer les réservoirs, davantage lorsque la pression est élevée. La stockage sous pression du dihydrogène est un problème complexe et coûteux à mettre en œuvre, mais non impossible pour autant. Ce dernier est utilisé dans les véhicules à pile à combustible par exemple. Il existe aussi des bombonnes de dihydrogène gazeux dans l’industrie et les laboratoires. En résumé, nous sommes restés sur l’idée de développer un gazogène embarqué sur le véhicule, en utilisant tout de même une réserve de démarrage à pression « usuelle ». Une bouteille dédiée au gaz propane (modèle dit « 35 kg ») à 10 bars peut tout à faire faire l’affaire pour parcourir quelques centaines de mètres, laissant le temps au gazogène de démarrer.
Utiliser la suralimentation en air pour retrouver la puissance d’origine du moteur : dans d’anciens articles des années 40 au sujet des gazogènes, on pouvait lire que les compresseurs étaient des appareils « coûteux et sensibles » et qu’il valait mieux réaléser le moteur et changer la course en remplaçant le vilebrequin si l’on souhaitait retrouver la puissance du moteur à essence d’origine lorsqu’il fonctionnait avec du gaz de bois. Il faut penser, bien évidemment, en lisant de vieux articles, aux contextes dans lesquels ils ont été rédigés. Le terme compresseur désignait en fait les « turbocompresseurs » ou autres compresseurs de suralimentation en air. Il va de soi que, depuis les années 40, les choses ont bien changé. De nos jours, presque tous les véhicules neufs sont équipés de turbocompresseurs ! De ce fait, la solution pour regagner 30% de puissance, parce que le gaz utilisé dans le moteur est pauvre, n’est plus qu’un détail de nos jours. Nous proposons l’usage du turbocompresseur, qui est la solution de suralimentation la plus commune.
Utiliser une logique de commande électronique : il est évident que nous suggérons l’utilisation d’un microcontrôleur afin d’automatiser le fonctionnement du gazogène embarqué, de telle sorte qu’il n’y ai plus qu’à tourner la clé pour démarrer le véhicule. L’automatisation associée à l’usage d’une réserve « longue échéance » rend ce véhicule presque similaire à ceux fonctionnant au pétrole. La nécessité du décendrage et du nettoyage des filtres reste difficile à éliminer. Le décendrage peut se faciliter par l’utilisation d’une station d’aspiration qui se connecterait à une prise spécifique directement reliée au fond du foyer (ou des foyers s’ils sont multiples).
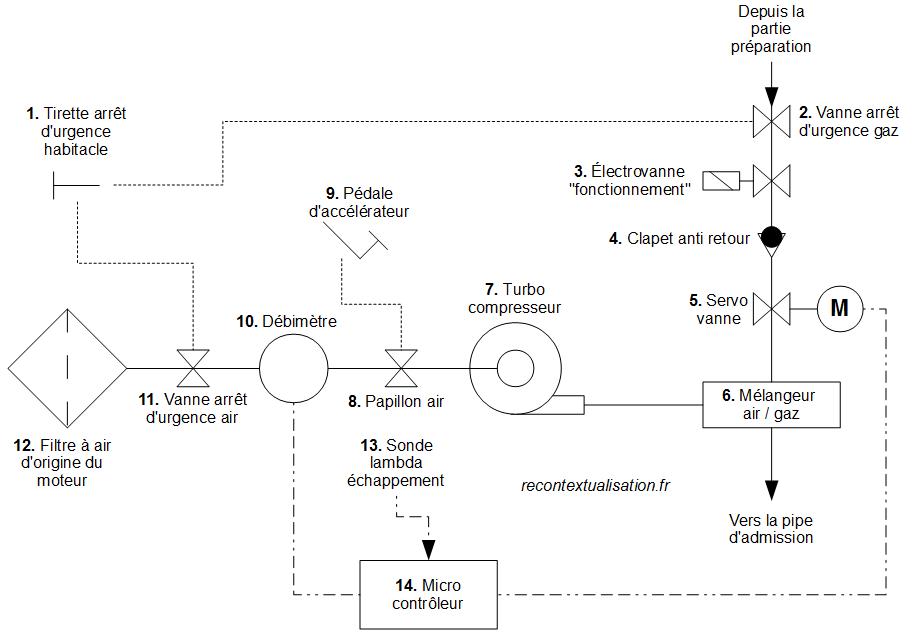
1.Partie préparation
Pour rappel, nous considérons que le gaz est déjà produit, filtré et correctement refroidi. La partie production du gaz est constituée du gazogène lui même, des filtres, du refroidisseur, du récupérateur de condensats, etc. Cependant, c’est le compresseur volumétrique de notre schéma qui est responsable du débit de gaz, entretenant le fonctionnement de la « partie production ».
1.1 Partie préparation, nomenclature explicative
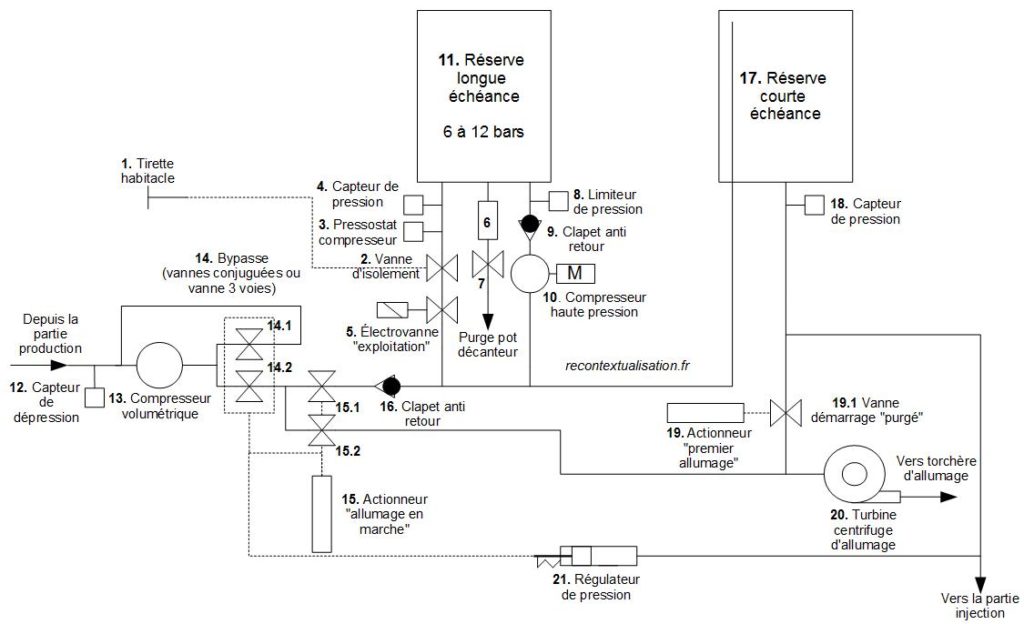
1. Tirette habitacle : elle permet d’agir sur une vanne conventionnelle type gaz, afin d’isoler la réserve longue échéance. Sa fermeture doit être obligatoire pour arrêter le moteur. Elle devra donc être équipée de détecteurs mécaniques de position, non représentés sur le schéma.
2. Vanne d’isolement : vanne type gaz évoquée ci-dessus.
3. Pressostat compresseur : ce pressostat est celui qui donne la consigne de fonctionnement au compresseur haute pression, lequel n’entre en action que lorsque le gazogène a pris le relais sur la réserve longue échéance, afin de garantir le stockage d’un gaz suffisamment riche.
4. Capteur de pression : le capteur de pression, lui, donne au microcontrôleur la valeur de la pression dans la réserve longue échéance. Elle peut ensuite être retransmise à la jauge située dans l’habitacle. Veuillez noter qu’il est totalement proscrit d’utiliser un manomètre qui serait placé dans l’habitacle. En effet, cela voudrait dire qu’un capillaire relierait physiquement le réservoir à l’habitacle, en cas de fuite, cela pourrait se solder par une intoxication mortelle au monoxyde de carbone.
5. Électrovanne « exploitation » : l’électrovanne exploitation , commandée par le microcontrôleur, permet de décider des moments d’utilisation de la réserve. Elle se ferme au moment où le gazogène prend le relais, et s’ouvre au démarrage pour utiliser le moteur instantanément.
6. Pot décanteur : il a pour fonction de recueillir les condensats issus de la compression du gaz.
7. Vanne de purge : manuelle ou automatique, elle permet de purger le pot décanteur.
8. Limiteur de pression : c’est un accessoire de sécurité indispensable à tout système de compression, elle peut être équipée d’un détecteur mécanique pour avertir la partie commande (microcontrôleur) d’un éventuel dysfonctionnement.
9. Clapet anti retour : même si le compresseur 10 lui même contient un clapet supposé jouer le rôle d’anti retour, il est recommandé d’en utiliser un autre en redondance, dont la qualité peut être indépendante de celle du compresseur.
10. Compresseur haute pression : il comprime le gaz dans la réserve, une fois que le gazogène a pris le relais. Les moments d’activations du compresseur peuvent être choisis par la partie commande, notamment si elle reçoit des informations de la part de capteurs tels que la sonde lambda que nous évoquerons dans la partie injection. Ainsi, il est possible de sélectionner une certaine qualité de gaz, utile à l’autonomie et au bon fonctionnement du moteur lors de la phase de démarrage.
11. Réserve « longue échéance » : constituée, par exemple, d’une ancienne bouteille de propane, c’est elle qui permet de stocker une partie du gaz, dédié au démarrage instantané du véhicule.
12. Capteur de pression : ce capteur de pression est un instrument utile au fonctionnement, il permet notamment d’avoir une idée du niveau de tirage du foyer. C’est à dire que s’il mesure une dépression trop élevée, on peut présupposer une obstruction trop forte du foyer. Au contraire, si la dépression est trop faible, cela peut témoigner d’une défaillance en alimentation en combustible du foyer.
13. Compresseur volumétrique : basé sur un compresseur à lobes ou à vis de suralimentation dont l’usage est détourné, c’est lui qui pré-comprime légèrement le gaz, cassant ainsi le lien direct entre le moteur du véhicule et la production du gaz. Il est facile de trouver ce type de compresseur en occasion. Il doit être actionné mécaniquement par le moteur du véhicule. La pression qu’il doit fournir doit être supérieure à la pression de suralimentation en air du moteur. En effet, le gaz devra pouvoir être injecté et mélangé à l’air d’admission, lui même sous pression.
14. Bypass : il permet tout simplement de réguler la pression fournie par le compresseur qui est de type volumétrique. S’il s’agissait d’un compresseur centrifuge, alors le bypass ne serait pas nécessaire.
14.1 Vanne de bypass : c’est la vanne qui met en communication la sortie du compresseur à son entrée.
14.2 Vanne sortie compresseur : c’est cette vanne qui injecte le gaz au réservoir courte échéance.
15. Actionneur « allumage en marche » : il permet d’actionner les vannes 15.1 et 15.2 qui permettent de dévier le flux de gaz vers la torchère d’allumage, en traversant directement la turbine 20.
15.1 Vanne d’isolement: elle empêche un flux de gaz parasite de traverser les différentes réserves pendant la phase d’allumage.
15.2 Vanne d’isolement: elle envoie directement la sortie du compresseur volumétrique vers la turbine centrifuge.
16. Clapet anti retour : il empêche notamment le reflux de gaz lors de la phase d’utilisation du réservoir de démarrage.
17. Réserve courte échéance : élément central du système, c’est la réserve qui permet la création d’un « gaz moyen » ainsi que l’alimentation régulière du moteur, avec l’aide du régulateur de pression 20.
18. Capteur de pression : utile au système de commande et au expérimentations, notamment pour le développement de l’algorithme de régulation de l’injection de gaz, il transmet la valeur de pression du réservoir courte échéance à la partie commande.
19. Actionneur « premier allumage » : actionneur de la vanne 19.1.
19.1 Vanne de communication : elle permet, lors du premier allumage, à la turbine centrifuge d’aspirer le gaz au travers de son parcours complet, en purgeant ainsi tous les dispositifs traversés, réservoir courte échéance compris.
20. Turbine centrifuge d’allumage : elle permet l’allumage du gazogène lorsque le réservoir longue échéance a été purgé et ne contient donc plus assez de gaz pour démarrer le moteur. Dans un tel cas, il faut attendre le temps de chauffe du gazogène pour démarrer le moteur du véhicule.
21. Régulateur de pression : mécanique, ce régulateur pilote le bypass du compresseur volumétrique afin de maintenir une pression constante dans le réservoir courte échéance.
Le gazogène, nous l’avons déjà évoqué dans l’article sur le mimétisme technologique. Contrairement à son usage le plus répandu dans le domaine des loisirs techniques, nous proposons une version destinée au chauffage des habitations. Notez que les installations stationnaires de gazogènes sont particulièrement répandues en Allemagne et en Autriche. On les appelle en général « centrales de cogénération à biomasse ». En effet, dans ces installations, la biomasse (bois déchiqueté) est gazéifié puis injecté dans des groupes électro-générateurs dont les pertes en chaleur sont valorisées.
En revanche, notre cas ci-proposé devrait être qualifié de « chaudière à gaz de bois, à condensation ». Cette technologie cumule les avantages d’une chaudière à plaquette de bois (souvent très coûteuse) à ceux d’une chaudière à condensation pour ce qui est du rendement énergétique. De plus, la plaquette forestière est actuellement (2020) l’énergie bois la moins cher au kWh.
Avertissements
Le schéma et les explications ci-dessous ne sont jamais qu’une suggestion de conception. Elle n’intègre en aucun cas la description des organes et mesures de sécurité totalement indispensables dans une tel projet. Il y a en effet des dangers mortels tels que l’asphyxie, l’intoxication au monoxyde de carbone, les explosions, brûlures, etc. Une telle installation n’est donc absolument pas utilisable en l’état, telle que présentée dans cet article. Il ne s’agit encore une fois que d’une description sommaire de ce que serait une hypothétique installation de chauffage à gaz de bois.Un tel dispositif ne devrait en aucun cas se situer dans un local d’habitation.
Schéma
Nomenclatures explicatives
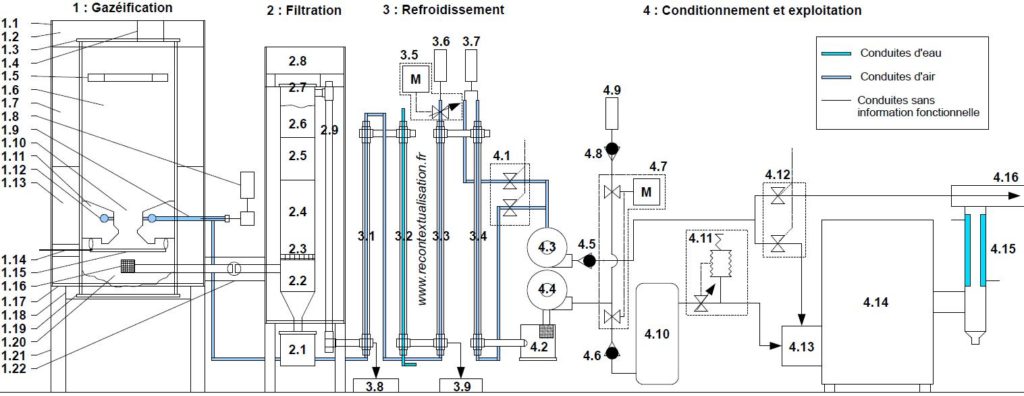
1. Gazéification
1.1 Structure principale externe du silo à plaquettes : réalisée avec un ensemble mécanosoudé de cornières en acier, elle peut ensuite être comblée de briques en béton cellulaire. Le béton cellulaire est un excellent isolant thermique résistant à la chaleur. Le tout peut ensuite être peint voire enduit.
1.2 Couvercle isolé supérieur : recouvert de laine de verre (ou de roche), il permet d’isoler le couvercle du silo. Cela permet de minimiser la condensation. Il ne faut pas oublier que le couvercle sera manipulé à chaque recharge du silo.
1.3 Couvercle du silo : il s’agit du couvercle du fut qui garantit l’étanchéité du silo.
1.4 Soupape de sécurité : accessoire de sécurité indispensable, il limite la pression dans le silo en cas de déflagration. Cette dernière pourrait survenir en fonctionnement par une intrusion d’air impromptue. Pour cette raison il est recommandé d’inter-verrouiller le couvercle 1.2. C’est à dire d’empêcher son ouverture en cours de fonctionnement comme cela se pratique sur les lave-linges, via des mécanismes spécifiques.
1.5 Poids presseur : il facilite la descente des plaquettes en réduisant la formation d’un cône vide au centre du silo.
1.6 Espace utile du silo : c’est la zone de réserve des plaquettes de bois dont le niveau baisse au fur et à mesure de la gazéification.
1.7 Isolant thermique : cet isolant est celui de partie haute du silo, soumis à des températures moindres qu’au niveau du foyer. Il peut éventuellement être de nature différente que l’isolant 1.13.
1.8 Allumeur : il permet l’inflammation des plaquettes de bois et n’entre en action que dans le cadre d’un cycle d’allumage. Il pourrait être constitué d’un système d’injection d’air chaud, ce qui est le cas dans certaines chaudières à pellets. Cependant, compte tenu de la distance importante que l’air doit parcourir dans la masse de béton réfractaire, il pourrait avoir suffisamment chuté en température pour ne plus permettre l’incandescence du bois. Un tel dispositif devrait être monté provisoirement en série avec l’air principal via un bypasse lors de la procédure d’allumage. Une autre méthode est l’injection d’un combustible liquide ou l’introduction d’une flamme de gaz. C’est plutôt à ces deux dernières options que correspond le schéma.
1.9 Arrivée d’air : il s’agit de la conduite principale d’alimentation en air du foyer du gazogène.
1.10 Foyer : c’est la zone où les plaquettes de bois sont pyrolysées.
1.11 Corps du foyer : en béton réfractaire, réalisé avec du fondu, de la chamotte, et de la vermiculite (ou de la pouzzolane), il est coulé sur des contre-formes (en polystyrène par exemple, ensuite dissoutes à l’aide d’acétone) et en emprisonnant les conduites d’arrivée d’air. La forme en diabolo est indispensable pour éviter la formation excessive de goudrons. En effet, elle contraint l’intégralité des gaz à passer par le centre chaud du foyer, favorisant ainsi le craquage.
1.12 Distributeur torique : il répartit toutes les buses d’injection d’air autour du foyer, garantissant son homogénéité et permettant ainsi la descente facile des plaquettes de bois.
1.13 Isolant thermique : devant résister aussi à des hautes températures, il est recommandé qu’il soit constitué du même béton réfractaire que la structure du foyer 1.11.
1.14 Agitateur : il permet de secouer périodiquement le plateau 1.15 afin d’éviter le colmatage .
1.15 Plateau : il retient les charbons produits par le foyer, afin de les maintenir à haute température et dans la trajectoire des gaz, car ils y jouent le rôle primordial de réducteur.
1.16 Grille de filtration : elle constitue le premier système de filtration du gaz, empêchant l’aspiration de charbons grossiers.
1.17 Structure de l’embase : elle peut être constituée d’une dalle en béton coffrée, ou d’une plaque métallique par exemple.
1.18 Couvercle isolé inférieur : muni d’un isolant thermique, il a la même fonction que le couvercle supérieur 1.2.
1.19 Couvercle du cendrier : il garantit l’étanchéité du cendrier tout en facilitant le décendrage et la maintenance.
1.20 Espace cendrier : il permet de recueillir les cendres tombées du plateau, c’est aussi depuis cet endroit qu’est aspiré le gaz produit.
1.21 Structure portante : en poutrages bois, IPN, mécanosoudure, pieds de bureaux, etc.
1.22 Conduite de transfert : elle doit impérativement être isolée thermiquement et posséder une cassure avec des raccords en té, ou un raccord en croix. Elle doit pouvoir être inspectée et nettoyée par le biais de bouchons de visite. Ces bouchons doivent être étanches mais résistants aux très hautes températures (env.600°C). De ce fait, l’étanchéité devra être effectuée par des joints métalliques, en bronze par exemple, sur des surfaces rigoureusement planes.
2. Filtration
Avants propos : la structure globale du filtre n’est pas abordée, elle est sensiblement la même que celle de la partie gazéification. Il est même possible de couler le béton réfractaire de telle sorte à ce que la partie filtration et gazéification soient comprises dans la même structure.
2.1 Récupérateur de poussières : il permet de récupérer les cendres fines centrifugées dans le cyclone 2.2 ainsi que les éventuels condensats. Les condensats doivent être minimes à cet endroit car l’isolation thermique doit maintenir les gaz à la température la plus élevée jusqu’à leur sortie de la filtration.
2.2 Cyclone : il permet de centrifuger les particules les plus lourdes qui tombent ensuite dans le récupérateur 2.1.
2.3 Grille : elle retient les éléments filtrants en laissant passer le gaz.
2.4 Charbon : premier élément filtrant, le charbon de bois bon marché se remplace à moindres frais.
2.5 Second média : le second et le troisième média de filtration peuvent être constitués de matières minérales comme la pouzzolane, la zéolithe ou l’argile sous forme de billes. Bon marchés et résistants aux très hautes températures, ils assurent la propreté des échangeurs de la partie refroidissement.
2.6 Troisième média : le troisième média de filtration est optionnel, de manière logique il doit toujours être plus fin que le précédent, ce peut être de la zéolithe si le média précédent était constitué de pouzzolane, par exemple.
2.7 Couvercle du filtre : très étanche, il doit aussi résister à des températures de l’ordre de plusieurs centaines de degrés Celsius. Un joint métallique est dans ce cas aussi de mise.
2.8 Couvercle isolé : recouvert de laine de verre (ou de roche), il permet d’isoler le couvercle du filtre 2.7.
2.9 Conduite de descente : elle permet de déplacer la sortie des gaz vers le bas, principalement pour les besoins de disposition de la partie refroidissement.
3. Refroidissement
3.1 Échangeur air/gaz : l’objectif principal de cet échangeur est de maximiser la température d’entrée de l’air dans le gazogène, réduisant à priori la formation de goudrons. La température du gaz produit s’en trouve néanmoins abaissée.
3.2Échangeur eau/gaz : l’objectif de cet échangeur est de refroidir efficacement le gaz. L’eau qui circule dans cet échangeur est prélevée sur le retour du circuit hydraulique du chauffage central. En règle générale, le gaz ne pourra jamais descendre en dessous de 50°C à la sortie de cet échangeur, c’est une température usuelle de retour d’un circuit de chauffage standard.
3.3Échangeur air/gaz : comme l’air ambiant est normalement inférieur à la température du gaz en sortie de l’échangeur 3.2, on refroidit encore le gaz. Cependant, dans un hypothétique cas idéal d’un échange efficace à 100% (et de caractéristiques identiques de l’air et du gaz de bois), la température du gaz restera toujours supérieure à celle de l’air, puisque le débit de gaz est forcément plus élevé que le débit d’air.
3.4Échangeur air/gaz : cet échangeur final n’évacue pas de calories du système global, il permet surtout le réglage de la différence de température entre l’air envoyé au brûleur et le gaz. Ceci est important car le mélange air/gaz dans le brûleur se fait de manière optimale à une valeur de différence précise de température. Il conviendra de la trouver au moment du réglage du brûleur.
3.5Vanne motorisée : cette vanne motorisée ne s’utilise pas en régulation mais en tout ou rien, elle ferme l’arrivée d’air pour arrêter le gazogène et l’ouvre au moment de la procédure de démarrage.
3.6 Filtre à air : il protège la canalisation d’arrivée d’air de l’encrassement.
3.7 Filtre à air : il protège les canalisations et le brûleur de l’intrusion de poussières. Il convient de l’adapter au débit d’air élevé demandé par le brûleur.
3.8 Récupérateur de condensat : il récupère les condensats générés dans l’échangeur 3.1 mais aussi ceux éventuellement générés par la conduite de descente 2.9, il doit être impérativement étanche.
3.9 Récupérateur de condensat : il récupère les condensats générés dans les échangeurs 3.2 et 3.3, il doit être impérativement étanche. Les récupérateurs de condensats 3.8 et 3.9 ne peuvent en aucun cas être communs.
4. Conditionnement et exploitation
4.1 Mitigeur d’air : il permet de régler la différence de température entre le gaz et l’air, ce qui permet d’optimiser le fonctionnement du brûleur.
4.2 Filtre final : constitué d’un vide cendre dont l’étanchéité parfaite a impérativement été vérifiée, c’est le dernier filtre avant le brûleur. Ce vide cendre à usage détourné récupère aussi les éventuels condensats résiduels.
4.3 Turbine air : elle fournit le brûleur en air de combustion et l’excès est utilisé en tirage induit dans le conduit de fumées 4.15. Il convient donc de s’assurer que son débit est suffisant à satisfaire les deux besoins. Si la turbine est surdimensionnée, il se peut que le tirage induit génère un débit supplémentaire non désiré au niveau du brûleur. Une vanne de restriction générale peut alors être ajoutée. Le rendement du tirage induit est forcément moindre que l’injection direct d’air dans le brûleur. C’est ce qui permet d’effectuer un réglage avec une telle disposition.
4.4 Turbine gaz : c’est la turbine qui aspire le gaz au travers de l’ensemble du système. Cette dernière doit être absolument étanche et donc de construction qualitative. Une turbine du même type que celles utilisées dans les cabinets dentaires peut convenir.
4.5 Clapet anti retour : par mesure de sécurité, en cas de déflagration, de retour de gaz, ou de panne de moteur de la turbine 4.3, il protège cette dernière ainsi que le circuit d’air.
4.6 Clapet anti retour : il assure la même fonction que le clapet anti retour 4.5 du circuit d’air et évite surtout un retour de gaz de la réserve 4.9.
4.7 Vanne motorisée : elle permet d’orienter le gaz vers le brûleur ou vers le torchère de démarrage 4.9. Elle s’utilise en tout ou rien.
4.8 Clapet anti retour : il évite un retour de flamme du torchère 4.8, il doit être complété par une grille anti retour.
4.9 Torchère de démarrage : il reçoit les gaz produits pendant la phase de démarrage et intègre une veilleuse qui tente continuellement d’allumer les gaz. Un système de détection de flamme (thermocouple ou optique) signale ensuite à la partie commande la présence de la flamme. Le cycle de démarrage du brûleur pourra alors commencer.
4.10 Réservoir de pression : il permet de stocker une légère quantité de gaz en amont du brûleur, ce qui permet d’alimenter pendant de courts instants le régulateur de pression 4.11.
4.11 Régulateur de pression : il permet, avec l’aide de la réserve 4.10, d’effacer temporairement une baisse de débit de gaz. En effet, l’évolution du foyer dans le gazogène conserve toujours un côté aléatoire propre au procédé. Il peut par exemple être constitué d’un soufflet de suspension de camion, qui capte la pression de sortie vers le brûleur puis agit sur une vanne sphérique.
4.12 Répartiteur : il permet de répartir le flux d’air entre le brûleur (fraction destinée à la combustion) et l’extracteur de tirage induit 4.16.
4.13 Brûleur : le brûleur mélange l’air et le gaz dans des conditions optimales, c’est un sujet à part entière. Un brûleur à gaz de bois doit être structuré très différemment d’un brûleur à gaz naturel ou à propane, le gaz de bois étant de nature très différente et contenant notamment du diazote.
4.14 Chaudière : c’est une chaudière pouvant recevoir un brûleur à air soufflé. Il peut donc aussi bien s’agir d’une chaudière à gaz que d’une une chaudière à fioul.
4.15 Échangeur : c’est l’échangeur qui permet de transformer la chaudière en version condensation.
4.16 Conduit d’extraction : il permet d’extraire les fumées refroidies, comme dans toutes chaudière à condensation, par l’intermédiaire d’une extraction forcée. Dans ce cas, il s’agit d’une extraction par tirage induit via la turbine 4.3.
Conclusion
Nous pourrions prendre peur en voyant la complexité apparente du schéma d’une telle installation. Mais en réalité, c’est une fois de plus la recontextualisation de certains composants qui permettrait de la réaliser relativement simplement. Comme nous l’avons mentionné avant, une telle installation comporte des risques. Il serait nécessaire de traiter aussi de la manière avec laquelle la recontextualisation d’autres composants gèrerait l’aspect sécurité. En effet, il existe des microcontrôleurs et capteurs accessibles aux particuliers. Il devient rapidement possible de se mettre en sécurité par la redondance des systèmes de détection des fuites de gaz par exemple. Comme on le pratique dans l’industrie, plusieurs contrôleurs devraient effectuer les mêmes tâches de mesure simultanément. C’est la redondance qui permettrait, dans un contexte de loisirs techniques, de gérer correctement l’aspect sécurité (lié à la détection). Il conviendrait de continuer à utiliser cette philosophie aussi dans l’aspect commande du système. Dans ce cas, les bonnes pratiques de programmation rigoureuses, n’étant que conceptuelles, ne rencontrent aucunes barrières à leur application dans le cadre d’une réalisation non industrielle. Nous n’avons pas présenté de suggestion de conception d’un brûleur adapté au gaz de bois, ce que nous ferons peut être dans la cadre d’un autre article.
Dans le domaine de la récupération, les compresseurs de réfrigérateur sont un classique. Leur récupération correcte et en toute sécurité pour l’environnement et les personnes est malheureusement très rarement pratiquée. Il ne faut jamais tenter de récupérer un compresseur de réfrigérateur soi même. Il faut de préférence demander aux spécialistes du recyclage des appareils frigorifiques de vous en fournir un généreusement. Autrement, il est tout à fait possible d’acheter un compresseur de réfrigérateur neuf sans gaz pour environ 150 Euros. Quoi qu’il en soit, dans un usage détourné il faut impérativement être conscient de la structure interne de ces compresseurs. Leur utilisation en compression de gaz pour le stockage de l’énergie (air ou biogaz) nécessite des précautions toutes particulières et rigoureuses. Tout d’abord, pour comprendre la structure interne de ces compresseurs, je vous invite à visionner cette vidéo :
Ces compresseurs, vous l’aurez compris, ont comme particularité que le fluide pompé est directement en contact avec l’huile de lubrification qui refroidit aussi le moteur. De la même manière, le fluide pompé est directement en contact avec les bobinages et les paliers du moteur. N’utilisez donc jamais ce type de compresseur pour des mélanges de gaz inflammables comme le mélange H2-O2. De plus, ces machines sont initialement destinées à pomper un fluide en circuit fermé qui ne contient potentiellement qu’une quantité finie d’impuretés.
Ce type de compresseur a cependant comme avantage d’avoir une étanchéité et une qualité supérieure. En effet, avec un compresseur d’air standard les légères fuites ne seraient pas dangereuses, contrairement à une fuite de gaz frigorigène.
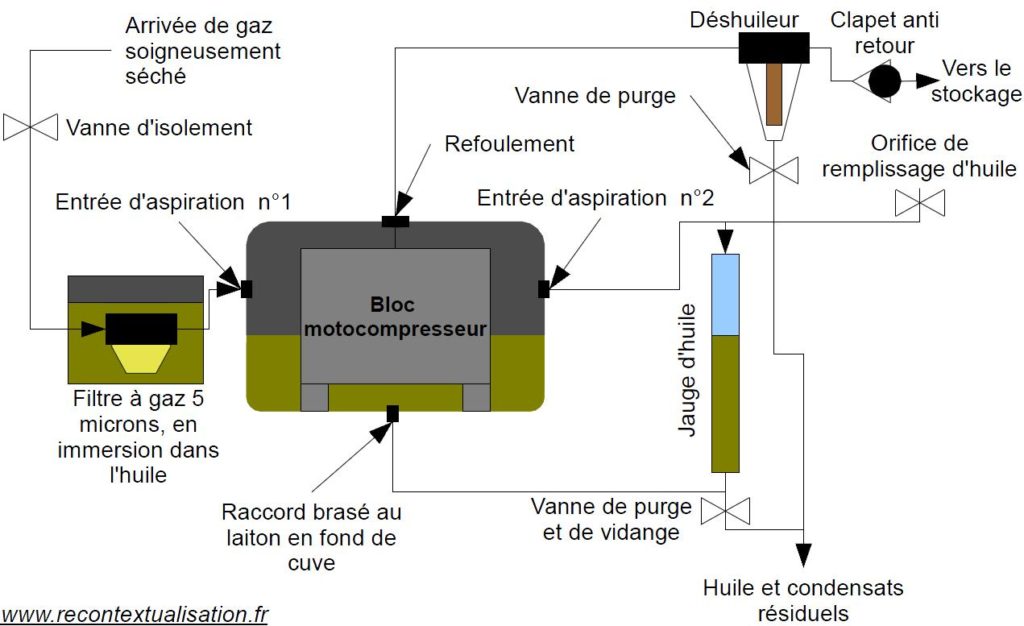
Les règles à respecter
1) Déshumidifier et filtrer soigneusement le gaz à l’aspiration.
2) Installer un système de visualisation du niveau d’huile.
3) Placer un orifice de remplissage d’huile.
4) Rajouter un déshuileur au refoulement.
Vous noterez que le filtre à gaz est immergé d’ans l’huile. Cela permet d’une part de visualiser les fuites (présence de bulles) mais aussi de garantir une non contamination du gaz par de l’air en cas de dépression accidentelle. Veillez d’ailleurs à ce que les composants prévus pour fonctionner sous pression, tel qu’un filtre à gaz, ne soient jamais soumis à des dépressions et vice versa. Des détecteurs de niveaux d’huile sont envisageables. En ce qui concerne le déshuileur, vous remarquerez qu’à l’arrêt du compresseur, seule la pression résiduelle de la conduite de refoulement permet aux condensats de s’évacuer. S’il existe une légère pression à l’admission, il est envisageable qu’elle traverse les clapets du compresseur. La purge du déshuileur devra donc se faire juste après un cycle de compression. Enfin, s’il n’y a pas d’entrée d’aspiration secondaire, la conduite à l’entrée d’aspiration n°2 peut tout à fait être raccordée à l’unique entrée.
Conclusion
Quoi que vous fassiez, pensez toujours à comprendre la structure interne des composants que vous utilisez et les conséquences que cela peut avoir sur la sécurité. N’hésitez pas à vous proposer des solutions plutôt que de considérer que rien ne peut être fait suite à la découverte d’une imperfection décevante. L’idée de récupérer un compresseur de réfrigérateur reste toujours intéressante malgré la nécessité de gérer le niveau d’huile, quasiment toujours présent sur les autres types de compresseurs.